 2020-01-14
2020-01-14 440
440
К не технологичности детали – шпиндель можно отнести следующие элементы:
- достаточно большая длина детали L/D > 8, что снижает жесткость и повышает возможность коробления шпинделя во время механической и термической обработки;
- глубокое отверстие, требует при изготовлении шпинделя применение специального инструмента;
- закрытые шпоночный паз и пазы под стопорные многолапчатые шайбы;
- наличие точных конусных поверхностей;
- близко расположенные резьбовые отверстия на фланце шпинделя;
- наличие маслоотводных канавок требует применение специального инструмента – фасонного резца;
В целом конструкцию можно считать технологичной и доступной для обработки.
Кодировка поверхностей детали
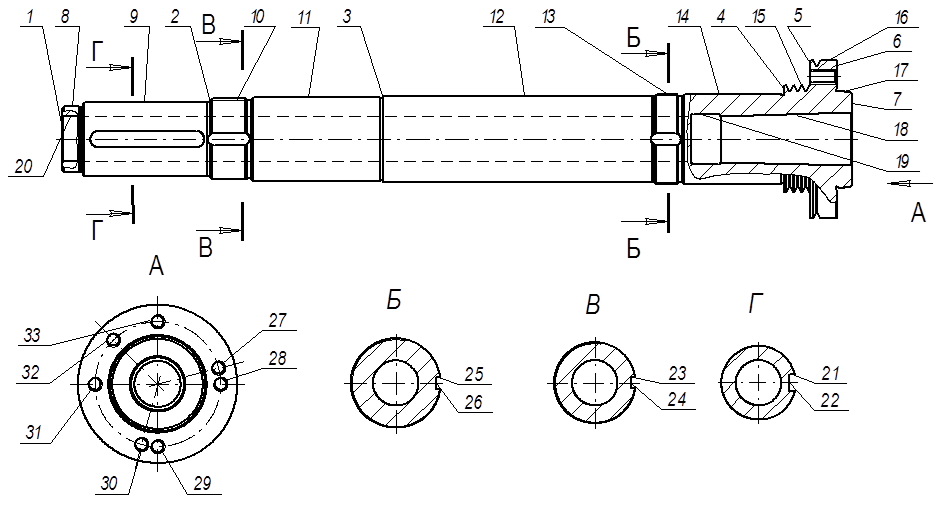
Рис. 1.2.
Кодировка размеров детали
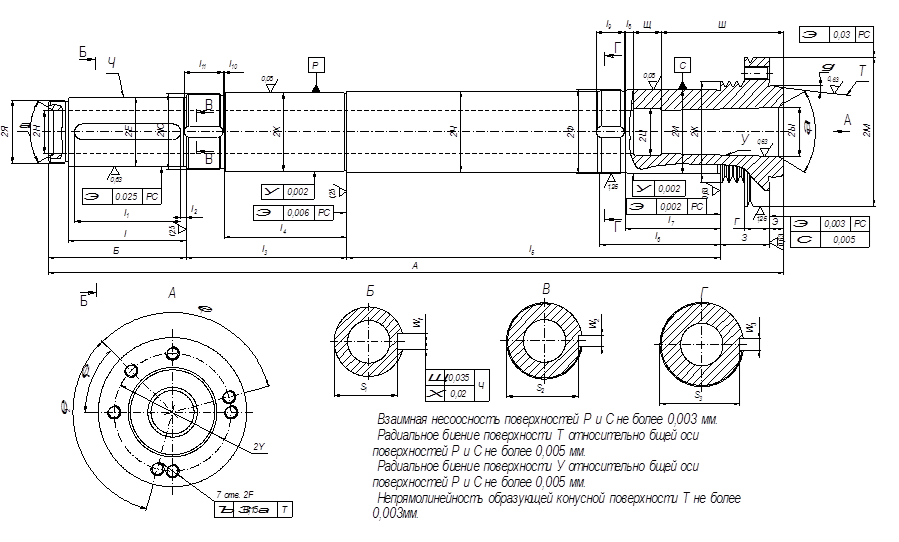
Рис. 1.3.
Определение типа производства и стратегия разработки
Технологического процесса
Выбор типа производства проводим исходя из массы детали и ее годового объема выпуска по [2, с.24, табл.3.1].
Масса детали 16,8 кг, годовой объем выпуска – 10 тысяч штук, следовательно, тип производства – среднесерийный.
На основании выбранного типа производства разрабатываем стратегию технологического процесса и сводим ее в табл. 1.4.
Таблица 1.4.
Стратегия ТП для изготовления детали в условиях среднесерийного производства.
| Показатель ТП | Характеристика для серийного производства |
| 1. Форма организации ТП | Переменно-поточная |
| 2. Повторяемость выпуска | Периодически повторяется, партиями |
| 3. Вид ТП | Единичный |
| 4. Заготовка | Поковка |
| 5. Вид припуска | Расчетный (частично табличный) |
| 6. Оборудование | Универсальное, специальное, станки с ЧПУ |
| 7. Загрузка оборудования | Периодическая смена различных деталей |
| 8. Коэффициент закрепления операции (Кз.о.) |  ; Кз.о.=10-20 ; Кз.о.=10-20
|
| 9. Расстановка оборудования | По ходу ТП |
| 10. Оснастка | УСПО, частично специальная |
| 11. Подробность разработки документации | Маршрутные, операционные карты и карты эскизов |








