 2020-01-14
2020-01-14 113
113

Такт выпуска: r=60*Fg*K/N
Fg – эффективный годовой фонд рабочего времени оборудования при заданном количестве рабочих смен, ч.
N – годовая программа выпуска изделий, шт.
K – нормативный коэффициент загрузки оборудования, 0,82…0,96 ~ 0,9
r=60*2070*0,9/2500=44,712=45 мин.
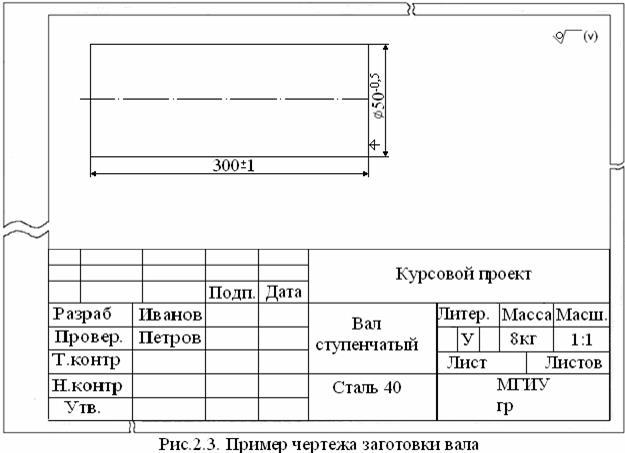
После получения чертежа детали и технических условий на ее изготовление, необходимо привести данные о материале детали по химическому составу и свести их в таблицу 4.1. и 4.2.
Деталь изготавливается из стали 20.
Химический состав стали 20
Содержание элементов в %
Таблица 4.1
| C | Si | Mn | Ni | S | P | Cr | Cu | As |
| 0.17 – 0.24 | 0.17 – 0.37 | 0.35 – 0.65 | до0.25 | до0.04 | до 0.04 | до0.25 | до0.25 | до0.08 |
Механические свойства при Т=20oС стали 20
Таблица 4.2
| Сортамент | Размер мм | Напр. | sв МПа | sT МПа | d5 % | y % | KCU кДж / м2 | Термообр. |
| Прокат горячекатан | до 80 | Прод | 420 | 250 | 25 | 55 | Нормализация | |
| Пруток | Прод | 480 | 270 | 30 | 62 | 1450 | Отжиг 880 - 900oC | |
| Пруток | Прод | 510 | 320 | 30.7 | 67 | 1000 | Нормализация 880 - 920 oC |
Твердость после отжига - HB 10 -1 = 163 МПа
Твердость калиброванного нагартованного - HB 10 -1 = 207 МПа
В среднесерийном, крупносерийном и массовом производстве заготовки обычно получают ковкой, штамповкой, электровысадкой и т.д., приближая форму заготовки к готовой детали.
Выбор метода получения исходной заготовки определяется типом
производства, экономическими факторами и техническими возможностями
производства.
При значительных программах выпуска затраты на получение исходной заготовки возрастают, но при этом уменьшаются затраты на механическую обработку и увеличивается коэффициент использования материала.
Экономическое обоснование выбора метода получения исходной заготовки может осуществляться по различным методикам. Но в любом случае следует определить величину коэффициента использования материала заготовки по формуле:
К им = Мд/Мз
где Мд - масса детали;
М з -масса заготовки
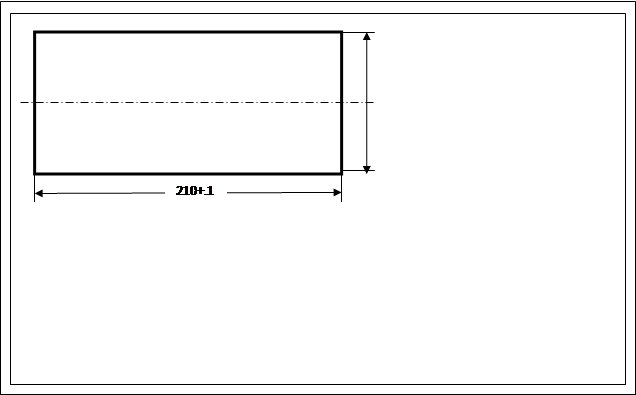
V =3,14*7,52/4*21=927,28см3
mз=927,28*0,00785=7,28кг
V1 =3,14*5,82/4*8=211 см3
V2 =3,14*7,4/4*13=558,8 см3
211+558,8=768,8
mд=768,8*0,00785=6,04кг
К им =6,04/7,28=0,83
В качестве метода получения заготовки выбираем горячую штамповку.
Величина коэффициента использования материала заготовки:
К им = 0,65…0,85








