 2020-01-14
2020-01-14 220
220В типовом технологическом процессе обработки деталей класса “Валы” (длинной более 120 м) предусмотрено обеспечение принципа постоянства баз за счет обработки вала в центрах. Поэтому первой операцией будет обработка торцов и выполнение центровых отверстий.
Схема базирования заготовки на фрезерно-центровальной операции
(фрезеровать два торца одновременно и центровать 2 отверстия единовременно на двухстороннем фрезерно-центровальном полуавтомате последовательного действия МР71) представлена на рис 6.1 а). Схема базирования заготовки на токарном станке 16К20 (точить диаметр d1) представлена на рис 6.1 б).
а) 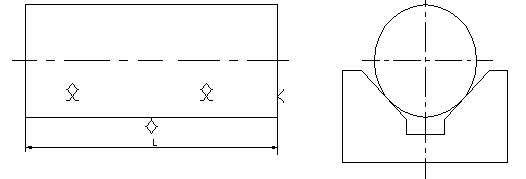
 |
 dd dd
dd dd
 б)
б)


 l2
l2
 l1
l1
Рис. 6.1 Схемы базирования заготовки
Выбор варианта обработки может быть расширен, что особенно важно в том случае, когда применение выбранного варианта вызывает трудности, связанные, например, с отсутствием такого приспособления, необходимости в дополнительных затратах и т.д. (см приложение).Поэтому целесообразно провести расчеты погрешности базирования в различных вариантах. При этом может оказаться, что погрешностьбазирования в одном варианте равна нулю, но потребуются дополнительные затраты на ее осуществление, а в другом погрешность базирования на порядок меньше чем допуск на получаемый размер, что вполне приемлемо и не требует дополнительных затрат средств и времени, так как погрешность базирования должна быть меньше или равна 0,3 допуска на получаемый размер dв < Т.
Выбор технологического оборудования, оснастки и средств
Автоматизации.
Выбор оборудования осуществляется на основании ранее выполненных работ по определению типа производства, маршрута обработки и т.д.
При черновой и получистовой и чистовой обработке могут быть использованы токарные станки моделей: 1725МФЗ (с ЧПУ), 1713МФЗ (с ЧПУ), 1П752МФЗ (с ЧПУ) (см. приложение).
Станки с ЧПУ имеют устройства для автоматической загрузки и выгрузки заготовок, уборки стружки, смены инструмента и т.д. На патронноцентровых станках можно осуществить подрезание торцев, обточку и расточку, прорезку канавок.
Число оборотов шпинделя обычно более 2000 мин, что позволяет использовать резцы с режущими пластинами из сверхтвердых материалов, т.е. производить обработку термообработанных валов. Глубина резания (для термически не обработанных заготовок) составляет до10мм. Станки с ЧПУ могут быть снабжены трехкулачковыми комбинированными быстродействующими и легко переналаживаемыми патронами с гидравлическим приводом.
На первой операции часто используется фрезерно-центровальные станки моделей МР02ФЧ (с ЧПУ). На станках с ЧПУ кроме фрезерования торцов, может быть осуществлена обточка крайних шеек.
Станки модели МР021Ф4 позволяют обрабатывать валы диаметром от 20 до 150 мм, длинной от 200 до 750 мм. При этом имеют число оборотов шпинделя от 70 до 1600 мин -1, подачу от 20 до 400 мм/мин и мощность главного привода 30 кВт.
Концентрации обработки на одной технологической операции вызывает необходимость поворота заготовки.
Основной базой вала является поверхность опорной шейки, но в этом случае возникает проблема с обеспечением принципа постоянства баз. На чертеже детали не указывается центровые отверстия с обоих торцов вала, а только осевая линия. Однако с целью обеспечения обработки шейки вала с одного установа на первой операции фрезеруются торцы и выполняются технологическая база (центровые отверстия с обоих торцов вала).
При обработке валов на станках с ЧПУ, на первой операции может быть использован фрезерно-центровальный станок модели МР021Ф4. На этом станке после обработки одного торца и зацентровки отверстия заготовка поворачивается на 180° и осуществляется обработка второго торца. Кроме того на этом станке может одновременно осуществляться обточка близлежащей шейки вала.
На фрезерно-центровальных станках с ЧПУ или без ЧПУ базирование заготовки осуществляется по черновым цилиндрическим поверхностям с упором в торец в призмах с гидравлическим зажимным приспособлением (для закрепления заготовки).
Черновые и получистовые операции обточки вала обычно совмещены и выполняются при установке вала в трехкулачковом патроне. Базами при дальнейшей обработке вала являются центра и торец. При черновой и получистовой обработке вала на станках с ЧПУ может быть использован станок модели 1725МФЗ, 16К20ФЗ и др. В условиях токарной обработки могут быть использованы плавающие центра, поводковые и другие устройства. При применении поводковых торцевых устройств необходимо обеспечить одинаковую силу закрепления.
Следует учитывать, что после термической обработки валы деформируются и центровые отверстия обычно приходится править на центрошлифовальном станке. Базами в этом случае являются шейки вала, а приводом торцевой поводок.
Для обработки валов применяются резцы токарные сборные проходные с многогранными пластинами (левые и правые), канавочные, отрезные, резьбовые, державочные и другие.
Широко используются так же фрезы торцевые насадные, шпоночные, сверла центровые и спиральные, зенковки, развертки, метчики и другой инструмент.
Заготовки из твердосплавных материалов изготавливают, как правило, холодным прессованием из смеси порошков карбидов и связующего материала с последующим спеканием и прессованием. Химический состав и физико-механические свойства некоторых наиболее распространенных твердых сплавов представлены в табл. 7.1.
Использование резцов с твердосплавными неперетачиваемыми пластинами более рационально, чем из быстрорежущих и других инструментальных сталей. Твердые сплавы являются одним из основных инструментальных материалов, применяемых для режущей части резцов.
Следует учитывать, что вольфрам в составе твердых сплавов обеспечивает значительно больший эффект, чем в быстрорежущей стали. При равном количестве затраченного вольфрама инструмент из твердого сплава в состоянии обработать в 5 раз больше металла, чем инструмент из быстрорежущей стали, следовательно, использование твердого сплава даже с точки зрения экономии дефицитного вольфрама целесообразно.
Твердые сплавы являются как бы псевдосплавами карбидов вольфрама, титана, ванадия с кобальтом, никелем или железом. Карбиды —тугоплавки, металлы — вязки, они сцепляют карбиды, создавая материал с высокими показателями износостойкости и прочности.
Применение износостойких покрытий является одним из важных направлений, повышающих эффективность токарных резцов, и во многом зависит от состава толщины и качества соединения покрытия с основанием (рис. 7.1). Применение износостойких покрытий позволяет повысить стойкость инструмента в 2 и более раз.
Неперетачиваемые пластины с износостойким покрытием обеспечивают экономически наиболее выгодный вариант использования резцов, имеющих высокую стойкость и не требующих восстановления их рабочей части за счет переточек.
Таблица 7.1
| Сплав | Карбида вольфрама | Карбида титана | Карбида тантала | Кобальта | сопротивление, МПа |
| ВК-3 | 97 | — | — | 3 | 1100 |
| ВК-3М | 97 | — | — | 3 | 1000 |
| ВК-4 | 96 | — | — | 4 | 1400 |
| ВК-4В | 96 | — | — | 4 | 1400 |
| ВК-6 | 94 | — | — | 6 | 1500 |
| ВК-6М | 94 | — | — | 6 | 1350 |
| ВК-60М | 92 | — | 2 | 6 | 1200 |
| ВК6-В | 94 | — | — | 6 | 1550 |
| ВК-8 | 92 | — | — | 8 | 1600 |
| ВК-8-В | 92 | — | — | 8 | 1750 |
| ВК8-ВК | 92 | — | — | 8 | 1750 |
| ВК-10 | 90 | — | — | 10 | 1650 |
| ВК10-М | 90 | — | — | 10 | 1500 |
| ВК10-ОМ | 88 | — | 2 | 10 | 1400 |
| ВК10-КС | 90 | — | — | 10 | 1750 |
| ВК11-В | 89 | — | — | 11 | 1800 |
| ВК11-ВК | 89 | — | — | 11 | 1800 |
| ВК-15 | 85 | — | — | 15 | 1800 |
| ВК-20 | 80 | — | — | 20 | 1950 |
| ВК20-КС | 80 | — | — | 20 | 2050 |
| ВК20К | 80 | — | — | 20 | 1550 |
| ВК25 | 75 | — | 25 | 2000 | |
| Титано-волъфрамовая группа | |||||
| Т30К4 | 66 | 30 | 4 | 950 | |
| Т15К6 | 79 | 15 | 6 | 1150 | |
| Т14К8 | 78 | 14 | 8 | 1250 | |
| Т5К10 | 85 | 6 | 9 | 1400 | |
| Т5К12 | 83 | 5 | 12 | 1650 | |
| Титано-тантало-вольфрамовая группа | |||||
| Т17К12 | 81 | 4 | 3 | 12 | 1450 |
| ТТ8К6 | 84 | 8 | 2 | 6 | 1250 |
| ТТ10КВ-6 | 82 | 3 | 7 | 8 | 1450 |
| ТТ20К9 | 71 | 8 | 12 | 9 | 1300 |

Рис. 7.1. Схема влияния различный факторов на стойкость резцов с износостойким покрытием
Инструмент из сплавов группы ВК не рекомендуется для обработки углеродистых и легированных сталей, из-за того что зерна карбида вольфрама в этом случае подвергаются интенсивному диффузионному и адгезионному изнашиванию. Твердосплавный инструмент из группы ТК предназначен для обработки конструкционных сталей, которые имеют большую твердость и теплостойкость, но меньшую теплопроводимость, чем сплавы группы ВК.
Сплавы группы ТК значительно лучше сопротивляются изнашиванию. При обработке заготовок с неравномерным припуском, когда возможны ударные нагрузки при входе и выходе инструмента и прерывистом резании, целесообразно использовать твердосплавные пластины группы ТТК.
Минералокерамические пластины позволяют повысить производительность чистовой обработки заготовок. Если предельной скоростью резания пластин из твердого сплава является 10 м/с, то для керамических пластин — 15...18 м/с.
При обработке сталей допустимый износ по задней поверхности керамических пластин для проходных и расточных резцов составляет 0,2...0,3 мм, чугуна 0,3...0,5 мм.
Применение сверхтвердых синтетических материалов (композитов) позволяет значительно расширить технологические возможности метода токарной обработки заготовок. Например, режущие свойства резцов из эльбора Р (композит 01) значительно выше, чем резцов с пластинками из твердого сплава и минералокерамики. С увеличением твердости обрабатываемой стали преимущество резцов из эльбора Р значительно повышается, так как их стойкость при точении закаленных сталей будет выше в 5...20 раз по сравнению с минералокерамическими и твердосплавными резцами.
Область применения алмазных режущих элементов при чистовой токарной обработке постоянно возрастает, но при этом следует учитывать особенности такого инструмента. На режущей кромке алмазного резца вначале образуются микротрещины, затем в них попадают микрочастицы металла, которые, постепенно накапливаясь, создают в микротрещине расклинивающее действие, тем самым формируя все более благоприятные условия для накопления новых микрочастиц обрабатываемого материала. Оценку износа алмазных резцов проводят по задней поверхности. Допустимым является износ в пределах 0,2...0,4 мм.
В качестве инструментальных сверхтвердых материалов используют синтетические поликристаллы алмаза, нитрида бора и композиты. Синтетические и природные алмазы применяют главным образом для обработки цветных металлов, пластмасс и керамики, в меньшем объеме — для обработки закаленных сталей и чугунов.
Резцы являются наиболее распространенными режущими инструментами. Ежегодно в машиностроительной промышленности России используется около 300 млн резцов, большинство из которых изготовлено из твердых сплавов, поэтому расширение их технологических возможностей имеет большое народнохозяйственное значение.
Применение многогранных, круглых и фасонных твердосплавных пластин с износостойким покрытием алмазных и заменяющих их вставок позволяет по-иному решать вопросы эксплуатации инструмента, выбора режимов резания, применения оборудования технологической оснастки и средств автоматизации. Расширяется диапазон конструкций державок резцов и режущих пластин, имеющих различную геометрическую форму, зависящую от обрабатываемых поверхностей.
Неперетачиваемые пластины делят на двусторонние и односторонние. На первый взгляд двусторонние пластины предпочтительнее, так как количество режущих кромок у них в 2 раза больше, чем у односторонних пластин, однако у них площадь, контактирующая с опорой поверхностью головки резца, меньше, что повышает вероятность их разрушения. Поэтому двусторонние пластины целесообразно использовать для легких и средних условий работы, а односторонние - для тяжелых.
На неперетачиваемых пластинах стружколомающие канавки могут быть получены в процессе прессования или шлифования. Пластины со шлифованными канавками рекомендуется применять для обработки алюминиевых и других цветных металлов и сплавов.
Резцы с круглыми пластинами могут принудительно вращаться, самовращаться или не вращаться. В последнем случае пластины по мере износа поворачиваются на заданный угол (аналогично многогранным неперетачиваемым пластинам). Крепление самовращающихся пластин зависит от их конструкции и предъявляемых требований к процессу обработки. Режущие круглые пластины изготавливаются совместно с осью или со сквозным отверстием.
Вращение пластины происходит из-за сил трения, возникающих между режущей и обрабатываемой поверхностями. Направление вращения зависит от того, к какой (к обрабатываемой или к уже обработанной) поверхности заготовки обращена задняя поверхность пластины. Соответственно, существует понятие прямого и обратного резания. В том случае, когда задняя поверхность пластины обращена к обработанной поверхности, вращение пластины совпадает с направлением подачи (прямое резание). Если задняя поверхность пластины обращена к необработанной поверхности заготовки, то вращение режущей пластины не совпадает с направлением подачи (обратное резание). За счет наклона режущей кромки самовращающихся круглых пластин можно повысить их стойкость.
Эксплуатационные характеристики и технологические возможности таких пластин (независимо от направления вращения, угла наклона и способа крепления) зависят от условий для дробления стружки.
Токарной обработке обычно подвергаются заготовки с твердостью 156...260 НВ, однако современные керамические материалы, выполненные, например, на основе триоксина алюминия, нитрида кремния с раз личными добавками (качественные характеристики которых близки к синтетическому алмазу), позволяют обрабатывать заготовки с твердостью до 59 HRC3.
Токарные пластины могут оснащаться режущей кромкой, выполненной из более прочного материала, чем основание. Сменные пластины из высокопрочного твердого сплава, у которых одна из вершин имеет вставку из синтетического поликристаллического алмаза, могут использоваться, например, для обработки алюминиевых сплавов, при этом скорость резания может достигать 500 м/с при подаче 0,1...0,5 мм/об.
Неперетачиваемые минералокерамические пластины обычно применяют при обработке закаленных сталей, чугуна, цветных металлов и сплавов. Конструкции пластин (и их крепления) аналогичны конструкциям твердосплавных неперетачиваемых пластин.
Минералокерамика имеет низкую теплопроводимость и склонна к образованию трещин. При установке керамические пластины не должны выступать за габариты головки резца более чем на 1 мм. Их не применяют при прерывистом резании и на заготовках, имеющих значительные перепады припуска, так как разрушение пластин происходит уже при входе и выходе их из зоны резания. Поэтому целесообразно использовать керамические пластины только в условиях получистовой и чистовой обработки, в стабильных условиях непрерывного резания.
Применение сверхтвердых материалов и керамических пластин при обработке металлов резанием позволяет уменьшить основное время в 5-10 раз. Скорость резания выбирают максимально возможной, глубину - исходя из припуска, а подачу - в зависимости от заданных величин параметров шероховатости. Следует учитывать, что эффективность применения сверхтвердых материалов для точения зависит в большей мере от оборудования, чем от инструмента. На низкоскоростном, нежестком оборудовании эффективность таких резцов не будет реализована.
Токарные станки с ЧПУ оснащаются приводом, развивающим мощность до 90 кВт и скорость вращения шпинделя более 800 с -1. При таких скоростях теплота в основном отводится со стружкой и в заготовке не возникает температурных деформаций, что позволяет после черновой обточки переходить на чистовую и при этом иметь отклонение от цилиндричности в пределах 5 мкм.
Применение твердых сплавов, керамики, поликристаллических сверхтвердых материалов повышает требования к беззазорности крепления таких пластин, точности и повторяемости установки (положение режущей кромки пластин при их повороте).
Токарные резцы (особенно для станков с ЧПУ) должны оснащаться многогранными неперетачиваемыми пластинами с износостойким покрытием, например из корбида титана (TiC). Целесообразно использовать новые режущие материалы (безвольфрамовые, высокотвердые, с многослойными покрытиями и т.д.) наиболее полно удовлетворяющие требования механической обработки валов в заданных условиях.
При фрезеровании плоскостей насадными торцевыми фрезами с механическим креплением пластин целесообразно использовать твердый сплав. Для спиральных сверл диаметром до 300 мм (с цилиндрическим и коническим хвостовиком) применяется как быстрорежущая сталь, так и твердых сплав. Сверла диаметром более 30 мм могут выполнять комбинированными, сборными или составными.
Центровые отверстия на валах выполняются обычно центровыми сверлами из быстрорежущей стали Зенкеры и развертки могут быть изготовлены из быстрорежущей стали или из твердого сплава.
Метчики обычно изготавливаются из быстрорежущей стали.
Вспомогательный инструмент целесообразно выбирать толькостандартизованный и унифицированный.
Целесообразно уделить особое внимание оборудованию с ЧПУ и средствам автоматизации загрузки и выгрузки заготовок В зависимости от типа производства деталей, выбранного оборудования выбираются зажимные приспособления на одну операцию (на которую выполняется технологическая наладка), на базе технико-экономического анализа.
При выборе контрольных приспособлений следует уделять особое внимание средствам активного бесконтактного контроля.
Особое внимание необходимо уделить материалу режущей части
металлорежущего инструмента. Выбор материала режущей части инструмента имеет большое значение для повышения производительности и снижения себестоимости обработки. Для анализа выбираемого материала режущей части, например резца, применяемого для обточки вала, составляется сравнительная таблица, пример которой представлен в табл. 7.2.
Таблица 7.2
| № операции | Наименование операции | Вид инструмента | Возможный материал режущей части | Выбранная марка материала |
| 010 | токарная | Резец проходной | Р18 Р6М5 ВК8 Т15К6 | Т15К6 |
Т15К6 – твердые сплавы –они лучше сопротивляются изнашиванию для конструкционных сталей, имеющих большую твердость.








