 2020-01-14
2020-01-14 5222
5222
Подача неисправных колесных пар, прибывших с линейных ПТО эксплуатационного вагонного депо, в цех производится стропальщиком по рельсовому пути, соединяющему колесный парк неисправных колесных пар с участком.
Подача неисправных колесных пар вместе с тележками из вагоносборочного участка производится стропальщиком сборочного участка по рельсовому пути.
Все колесные пары стропальщиком колесного участка прокатываются по рельсовому пути и подаются на установку для очистки средней части оси и дисков, через подъемно-поворотное устройство.
Подача и выкатка колесных пар с установки для очистки средней части оси колесных пар, путем управления толкателем и сбрасывающим механизмом, расположенным на рабочем месте дефектоскописта.
После очистки и неразрушающего контроля колесные пары при необходимости прокатываются на позицию диагностирования буксовых узлов на специализированных установках типа УДП.
Колесные пары, требующие обыкновенного освидетельствования, подаются на позицию, откуда при необходимости обточки поверхности катания колес подаются кран-балкой на колесотокарные станки.
С пути накопления колесная пара слесарем демонтажного отделения подается на подъемно-поворотный круг (первая позиция демонтажа) где производится:
- снятие смотровой и крепительной крышек;
- удаление смазки ЛЗЦНИИ, с крышек и из передней части буксы в специальную тару;
- разборка торцового крепления.
После разборки торцового крепления с одной стороны, колесная пара разворачивается и все операции повторяются.
Снятые детали укладываются в контейнер и по мере накопления поступают на обмывку в моечную машину для обмывки деталей буксового узла и корпусов букс.
В случае неудовлетворительной обмывки деталей букс в моечной машине, обмывка производится вручную.
После разборки торцовых креплений с обеих сторон колесной пары, слесарь по демонтажу прокатывает колесную пару на вторую позицию демонтажа, где при помощи тельфера со специальным захватом-буксосъемником снимает корпус буксы вместе с подшипниками (без внутренних колец) и устанавливает на 1 позицию моечной машины корпусов букс, где производит выпрессовку блоков подшипников. Корпуса букс поступают в моечную машину для обмывки деталей буксового узла и корпусов букс, подшипники - в моечную машину для обмывки подшипников.
Температура обмывки контролируется по показаниям термометров установленных на моечных машинах.
После демонтажа буксовых узлов колесные пары прокатываются в моечную машину обмывки колесных пар.
После обмывки в обязательном порядке производится протирка внутренних и лабиринтных колец обтирочным материалом и покрытие внутренних колец тонким слоем индустриального, авиационного и веретенного масла.
Снятие внутренних и лабиринтных колец производится на специальной позиции на стенде холодной распрессовки колец УДБ-2, слесарями монтажного отделения.
Подшипники, промытые в моечной машине, с помощью пневматического подъемника, слесарь демонтажного отделения подает в ремонтно-комплектовочное отделение на стеллаж накопления подшипников после обмывки. Температурный режим в ремонтно-комплектовочном отделении не ниже +100 С. По истечении 8 часов после обмывки подшипников бригадир роликового отделения производит осмотр подшипников с целью определения пригодности подшипников к дальнейшей эксплуатации и при необходимости вида ремонта.
Осмотр подшипников производится с помощью лупы при рассеянном свете. На неисправных подшипниках делается надпись об объеме ремонта.
При наличии латунного сепаратора, подшипник направляется на 2-й вид ремонта для замены на полиамидный сепаратор.
Сведения о каждом осмотренном подшипнике бригадир заносит в журнал форм ВУ-91.
Подшипники, не имеющие неисправностей наружных колец, роликов и сепараторов подаются на позицию осмотра подшипников, где производится разборка подшипника, с последующей подачей всех деталей на дефектоскопирование, тщательный осмотр роликов, наружных колец и сепараторов и сборка подшипника.
После сборки маркировка на всех деталях подшипника должна быть обращена в одну сторону.
Подшипники, имеющие неисправности наружных колец или сепараторов, подаются на позицию 1-го вида ремонта. 1 вид ремонта производится без измерения роликов по диаметру и по длине, при замене или ремонте сепараторов, зачистке (шлифовке) бортов, дорожек качения наружных колец или замене наружных колец.
Подшипники, имеющие неисправности или выпадение роликов подаются на участок производства 2-го вида ремонта. 2 вид ремонта производится с измерением роликов по диаметру и по длине при замене роликов (независимо от количества сменяемых роликов), выпадении отдельных роликов из гнезд сепаратора, зачистке образующих роликов, торцов роликов и наружных колец цилиндрических подшипников на горячей посадке.
Детали подшипников, имеющие дефекты и повреждения, не подлежащие восстановительному ремонту, направляются в металлолом.
Новые подшипники подвергаются 100% осмотру всех деталей без производства дефектоскопирования. Все полиамидные сепараторы проверяются на приборе КС 221А или на специальном приспособлении на статическую прочность.
Учет осмотренных новых подшипников ведется в отдельном журнале формы ВУ-91.
100 % от полученной партии подвергаются входному контролю (контрольной проверке) на их соответствие требованиям.
При неудовлетворительных результатах проверки на подшипники составляется акт-рекламация.
После осмотра и ремонта подшипники подаются на прибор модели 4155, УПП-01или аналогичные для контроля блока подшипника в сборе.
После проведения контроля и соответствия подшипника всем установленным требованиям, производится смазывание подшипника препаратом-модификатором ЭМПи-1.
После контроля все отремонтированные подшипники учитываются в журнале формы ВУ-93, с последующей росписью слесаря, непосредственно производившего ремонт подшипника, и бригадира или мастера, производившего контроль и учет отремонтированного подшипника.
Смазанные и учтенные подшипники подаются слесарем в монтажное отделение или на стол-накопитель.
После обмывки смотровые и крепительные крышки поступают на участок ремонта и сборки крепительных и смотровых крышек.
Детали буксового узла подаются на стол ремонта, где производится их осмотр и ремонт.
Корпуса букс по конвейеру подаются на стол осмотра, где производится осмотр, измерение корпусов букс. При необходимости восстановления корпусов букс наплавкой или фрезерования опорной поверхности, корпуса букс подаются на участок по восстановлению корпусов букс.
Из колесного участка, колесные пары подаются на стенд, где производится монтаж буксовых узлов под непосредственным контролем бригадира или мастера роликового участка.
К монтажу допускаются колесные пары и подшипники, имеющие температуру окружающей среды. Для точности выполнения замеров измерения шейки и предподступичных частей осей производится не ранее, чем через 12 часов после обмывки колесных пар в моечной машине и не ранее, чем через 2 часа после обточки колес по кругу катания, и через 8 часов после обмывки блоков подшипников.
После подачи колесных пар на стенд монтажа слесарь роликового участка, производит очистку керосином шейки и предподступичной части оси или внутренних и лабиринтных колец.
Бригадир производит:
- осмотр и измерение шейки и предподступичной части оси с нанесением меловых разметок на места подлежащие зачистке;
- подбор и измерение внутренних и лабиринтных колец подшипников;
- напрессовку внутренних и лабиринтных колец подшипников;
- проверку зазора между торцевыми поверхностями внутренних колец, а также бортом внутреннего кольца заднего подшипника и лабиринтным кольцом.
У всех колесных пар бригадир роликового участка производит проверку натяга внутренних колец специальным приспособлением - «клещами» и прибором ПС-219.1
При постановке внутренних и лабиринтных колец бригадир роликового участка производит их подбор на шейку оси по натягу.
Постановку лабиринтных и внутренних колец производит слесарь колесно-роликового участка на установке ГД-503 или аналогичной методом холодной напрессовки.
Перед установкой подшипников в буксу бригадир со слесарем производят подбор парных подшипников, по радиальным зазорам непосредственно на шейки оси щупом. Радиальный зазор заднего подшипника должен быть больше радиального зазора переднего подшипника на 0,02мм. Минимальный радиальный зазор допускается до 0,04 мм.
Данные измерений радиальных зазоров бригадир наносит мелом на диск колеса, для последующего переноса в журнал монтажа буксовых узлов ф. ВУ-90.
После подбора парных подшипников бригадир роликового участка производит запись маркировки и значения радиальных и осевых зазоров, установленных на шейку оси подшипников, в рабочий журнал, для последующего переноса их в журнал монтажа буксовых узлов ф. ВУ-90.
Далее слесарем роликового участка колесная пара подается на первую позицию монтажа буксовых узлов.
Производится закладка смазки в лабиринтную часть буксы в размере 100гр.
В подготовленные, измеренные и предварительно смазанные маслом эМПи-1 корпусы букс слесарь последовательно вручную вставляет 2 блока подшипников. Затем производится закладывание смазки 500гр.
Корпус буксы с установленными подшипниками, с помощью стенда для монтажа буксового узла и монтажной втулки надвинуть на внутренние кольца свободно, без особого усилия.
После установки корпуса буксы на шейку оси надеть упорное кольцо переднего подшипника маркированной стороной к передней части буксы.
Собрать торцевое крепление.
После закрепления подшипников в осевом направлении производится закладка смазки в переднюю часть корпуса буксы 200гр и постановка смотровых и крепительных крышек.
Установку крышек производит слесарь роликового участка после проверки бригадиром состояния буксового узла, наличия всех деталей.
Под болт крепительной крышки буксы правой шейки оси с левой стороны установить бирку, на которой выбить: индивидуальный номер оси, дату полного освидетельствования (месяц и две последние цифры года) и условный номер, присвоенный пункту, производившему освидетельствование колесной пары и монтаж букс.
Правильность сборки буксы контролирует мастер:
- по наличию зазора между фланцевой поверхностью крепительной крышки и торцовой поверхностью буксы;
- по легкости вращения на шейки оси;
- по зазорам в зоне расположения ушков.
Осевое смещение буксы проверить вручную. Допустимый предел – от 0,68мм до 1,38мм (обеспечивается конструкцией).
После монтажа колесная пара подается на выходной контроль и окрашивание.
Выходной контроль осуществляется на виброакустических установках типа УДП (как показано на рисунке 46) и СКБУ (как показано на рисунке 45).
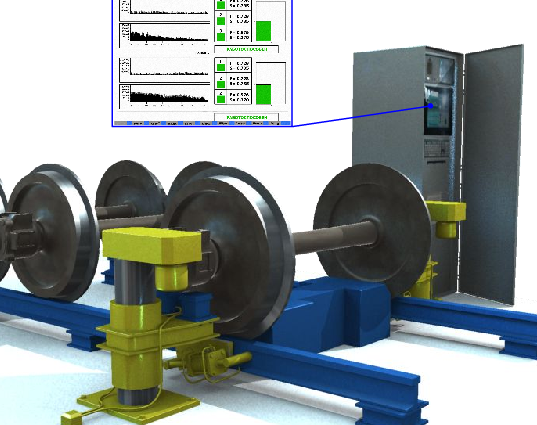
Рисунок 45 - Виброакустическая установка (СКБУ)
Окрашивание производится в колесно-роликовом участке, при этом окраске подлежат:
- места соединения лабиринтного кольца с предподступичной частью, а также предподступичная часть между лабиринтным кольцом и цельнокатаным колесом;
- места сопряжения подступичной части оси и ступицы колеса;
- корпуса букс колесных пар после полного освидетельствования.
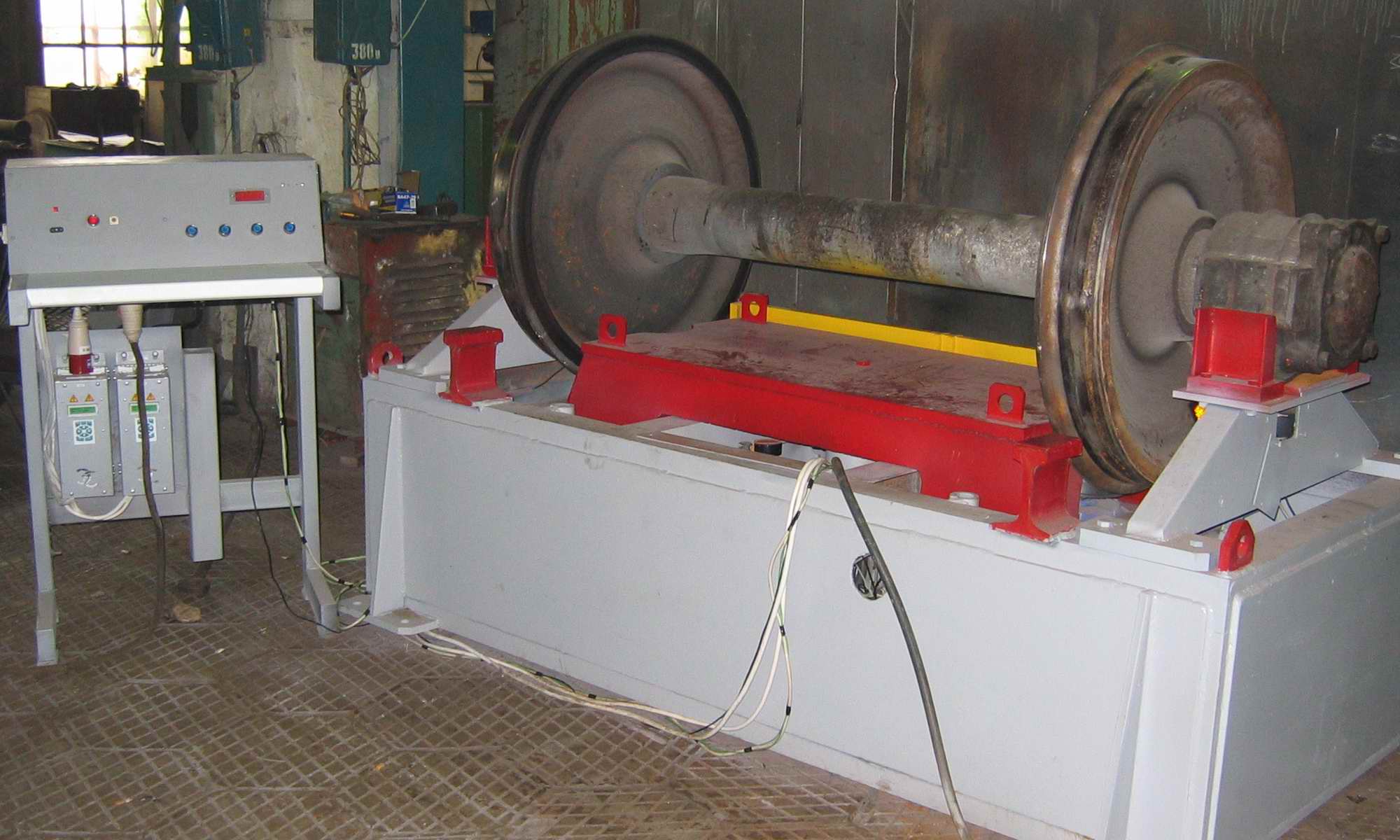
Рисунок 46 - Установка для вибродиагностики подшипников колесных пар вагонов УДП-2001СМ
……..
Прибор модели 4155 (рисунок 47) предназначен для контроля линейных размеров роликов и сортировки их на размерные группы
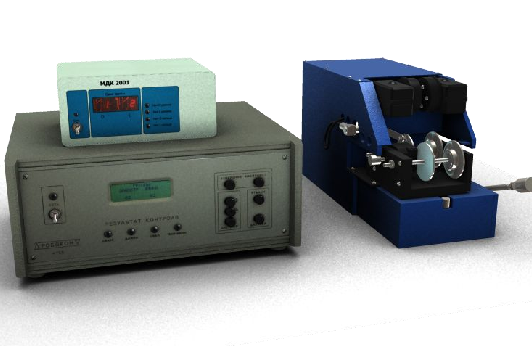
Рисунок 47 - Прибор «Робокон» 4155
· средний диаметр в среднем сечении ролика;
· овальность в среднем сечении ролика;
· бомбина;
· длина ролика.
Результаты контроля выводятся в виде:
· цифрового значения контролируемых параметров;
· номеров размерных групп по диаметру и длине;
· световой сигнализации при переходе значения контролируемых параметров за границы полей допусков.








