 2020-04-12
2020-04-12 1369
1369Одним из принципов всеобщего управления качеством является то, что в основе принятия решений должны быть только факты, а не интуиция. Вопросами сбора, обработки и анализа результатов измерения показателей качества занимается математическая статистика, которая включает огромное количество различных методов, существующих в настоящее время. Многие из современных статистических методов довольно сложны для восприятия, а тем более для широкого применения всеми участниками процесса.
В результате практического опыта контроля качества продукции из всего множества инструментов выбрано семь основных: контрольный лист, гистограмма, диаграмма разброса (рассеивания), метод стратификации (расслаивания данных), диаграмма Парето, контрольные карты, причинно-следственная диаграмма (диаграмма Исикавы).
I. Контрольный лист – инструмент для сбора данных и автоматического их упорядочения для облегчения дальнейшего использования собранной информации.
Контрольный лист – бумажный бланк с заранее напечатанными контролируемыми параметрами, соответственно которым можно заносить данные с помощью пометок или простых символов.
Форма и правила составления контрольных листов разрабатываются лицами, ответственными за качество, и могут насчитывать сотни различных видов. Один из вариантов составления контрольного листа представлен на рис. 4.
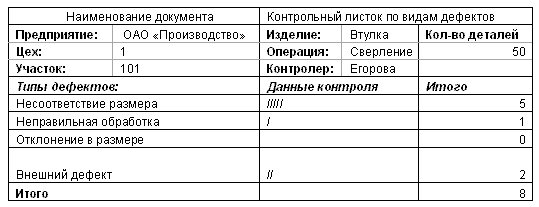
Р и с. 4. Пример контрольного листа
(сверление сквозных отверстий во втулках)
Несмотря на большое количество видов контрольных листов, принцип их оформления остается неизменным:
– наименование контролируемого параметра;
– место измерений;
– ответственный исполнитель;
– время проведения измерений; – порядок регистрации данных.
Данные, полученные на основании контрольного листа, представляют собой первичный статистический материал, подлежащий обработке, осмыслению и научному анализу.
II. Гистограмма (от др.-греч. ἱστός – столб + γράμμα – черта, буква, написание) – способ графического представления табличных данных.
Гистограмма распределения обычно строится для интервального изменения значения параметра. Для этого на интервалах, отложенных по оси абсцисс, строят прямоугольники (столбики), высоты которых пропорциональны частотам интервалов. Аналогичную гистограмму можно получить, если по оси ординат отложить соответствующие значения относительных частот.
Гистограмма удобна для визуальной оценки расположения статистических данных в пределах допуска. Изделия, имеющие значения контролируемых параметров за пределами поля допуска, составляют брак.
III. Диаграмма разброса (рассеивания) – инструмент, позволяющий определить вид и тесноту связи между парами соответствующих переменных.
Эти две переменные могут относиться:
– к характеристике качества и влияющему на нее фактору;
– двум различным характеристикам качества;
– двум факторам, влияющим на одну характеристику качества.
Диаграмма разброса позволяет наглядно показать характер изменения параметра качества во времени. Однако наибольшее распространение получило применение диаграмм разброса для определения вида связей. Методика ее построения сводится к нескольким этапам.
1. Сведите полученные значения пар данных x, y в таблицу для удобства дальнейшего использования. Для получения достоверного результата рекомендуется использовать не менее 30 пар данных.
2. Постройте горизонтальную и вертикальную оси. Для удобства прочтения графика рекомендуется выбрать масштаб и диапазон шкал для осей таким образом, чтобы размер рабочих частей осей для отображения полученных значений пар x, y примерно совпадал. В случае если одна из переменных – фактор, а другая – характеристика качества, рекомендуется для фактора выбрать ось x, а для характеристики качества – ось y.
3. Нанесите точки полученных пар значений x, y на график. Если в результате разных наблюдений получены одинаковые пары значений x, y, то отметьте эти точки каким-либо знаком или поставьте рядом вторую точку.
4. Вычислите коэффициент корреляции (он позволяет количественно определить силу линейной связи между x и y) по формуле
S (xy)
 r,
r,
S (xx) S (yy)
n n
| ) |
| ; |
| ( |
| ) |
| ( |
| 1 |
| y |
| x |
| i |
| i |
| i |




| ) |
| ( |
| x |
| х |
| S |
| 1 |
| 2 |


| n |
| i |
| i |
| ; |
| ) |
| ( |
| 1 |
| i |
| i |
| x |
S (yy) (y y); n – количество пар данных; x – среднее
арифметическое значение параметра x; у – среднее арифметическое значение параметра у.
Проверьте, что значение полученного коэффициента корреляции не выходит за пределы –1 < r < +1. Если при подсчете получено абсолютное значение r больше 1, значит, в вычислениях произошла ошибка и коэффициент корреляции необходимо пересчитать.
5. Определите вид связи между x и y, проведя анализ формы построенного графика и вычисленного коэффициента корреляции. Возможны различные варианты скопления точек (рис. 5, 6).
| Ри |
| с. 5. |
| Слабо выраженная тенденц |
| ия |
| увеличения |
| y |
| с увеличением |
| x |
| свид |
| е- |
| Ри |
| с. 6. |
| Ярко выраженная тенде |
| н- |
| ция уменьшения |
| y |
| с увеличением |
| x |


| у |
| + |
| х |
| х |
| у |
| + |
тельствует о слабой положительной кор- соответствует сильной отрицатель-
реляции ной корреляции
Тип связи между x и y по значению коэффициента корреляции оценивается следующим образом: значение r > 0 соответствует положительной корреляции, r < 0 – отрицательной корреляции. Чем больше абсолютное значение r, тем сильнее корреляция, а |r| = 1 соответствует точной линейной зависимости между парами значений наблюдаемых переменных. Чем меньше абсолютное значение r, тем слабее корреляция, а |r| = 0 свидетельствует об отсутствии корреляции. Абсолютное значение r, близкое к 0, может быть также получено при определенном виде криволинейной корреляции. Для увеличения результативности следует строить и производить сравнение графиков рассеяния, полученных в разные моменты. Кроме того, рекомендуется проводить стратификацию диаграмм разброса для различных средств и условий производства продукции.
IV. Метод стратификации (расслаивания данных) – инструмент, позволяющий провести селекцию данных, отражающую требуемую информацию о процессе.
Существуют различные методы расслаивания, применение которых зависит от конкретных задач. В производственных процессах часто используется метод 5М, учитывающий факторы, зависящие от человека, машины, материала, метода производства (технологии), измерения. Расслаивание, например, может осуществляться так, как представлено на рис. 7.
В результате расслаивания обязательно должны соблюдаться следующие два условия.
1. Различия между случайной величиной внутри слоя (дисперсия) должны быть как можно меньше по сравнению с различием ее значений в нерасслоенной исходной совокупности.
2. Различия между слоями (между средними значениями случайной величины слоев) должны быть как можно больше. Расслаивание данных может быть проиллюстрировано с помощью таблиц, гистограмм и пр.
Расслаивание по исполнителям По квалификации, стажу работы, полу, возрасту и т. д.
Расслаивание по машинам
и оборудованию По марке, конструкции, выпускаю д. щей фирме, сроку службы и т.
Расслаивание по материалу По месту производства, фирме-произ водителю, партии, качеству сырья и т. д.
Расслаивание по технологии По температуре, технологическому приему, месту производства и т. д.
Расслаивание по измерению По методу измерения, типу измеритель ных средств или их точности и т. д.
Р и с. 7. Пример расслаивания
Сертификация – основа для других инструментов, таких как диаграмма Парето или диаграмма рассеивания. Такое сочетание инструментов делает их более мощными.
V. Диаграмма Парето – инструмент, позволяющий распределить усилия для разрешения возникающих проблем и выявить основные причины, с которых нужно начинать действовать.
В большинстве случаев подавляющее число дефектов и связанных с ними потерь возникают из-за относительно небольшого числа причин. Метод анализа Парето заключается в классификации проблем качества на немногочисленные, но существенно важные и многочисленные, но несущественные. Он позволяет распределить усилия и установить основные факторы, с которых нужно начинать действовать с целью преодоления возникающих проблем.
В 1897 г. итальянский экономист В. Парето предложил формулу, показывающую, что блага распределяются неравномерно. Эта же теория была проиллюстрирована американским экономистом М. Лоренцом в 1907 г. на диаграмме. Оба ученых показали, что в большинстве случаев наибольшая доля благ (доходов) принадлежит небольшому числу людей.
Дж. Джуран применил диаграмму М. Лоренца в сфере контроля качества для классификации проблем качества на немногочисленные, но существенно важные и многочисленные, но несущественные и назвал этот метод анализом Парето. Он указал, что в большинстве случаев подавляющее число дефектов и связанных с ними потерь возникают из-за относительно небольшого числа причин, проиллюстрировав это с помощью диаграммы, которая получила название диаграммы Парето.
Различают д в а в ид а ди аг ра м м Па ре т о.
1. Диаграмма Парето по результатам деятельности предназначена для выявления главной проблемы и отражает нежелательные результаты деятельности, связанные:
– с качеством (дефекты, поломки, ошибки, отказы, рекламации, ремонты, возвраты продукции);
– себестоимостью (объем потерь, затраты);
– сроками поставок (нехватка запасов, ошибки в составлении счетов, срыв сроков поставок);
– безопасностью (несчастные случаи, трагические ошибки, аварии).
2. Диаграмма Парето по причинам отражает причины проблем, возникающих в ходе производства, и используется для выявления главной из них:
– исполнитель работы: смена, бригада, возраст, опыт работы, квалификация, индивидуальные характеристики;
– оборудование: станки, агрегаты, инструменты, оснастка, организация использования, модели, штампы;
– сырье: изготовитель, вид сырья, завод-поставщик, партия;
– метод работы: условия производства, заказы-наряды, приемы работы, последовательность операций;
– измерения: точность (указаний, чтения, приборная), верность и повторяемость (умение дать одинаковое указание в последующих измерениях одного и того же значения), стабильность (повторяемость в течение длительного периода), совместная точность, тип измерительного прибора (аналоговый или цифровой).
Построение диаграммы Парето начинают с классификации возникающих проблем по отдельным факторам (например, проблемы, относящиеся к браку; проблемы, относящиеся к работе оборудования или исполнителей, и т. д.). Затем следуют сбор и анализ статистического материала по каждому фактору, чтобы выяснить, какие из них являются превалирующими при решении проблем.
В прямоугольной системе координат по оси абсцисс откладывают равные отрезки, соответствующие рассматриваемым факторам, а по оси ординат – величину их вклада в решаемую проблему. При этом порядок расположения факторов таков, что влияние каждого последующего фактора, расположенного по оси абсцисс, уменьшается по сравнению с предыдущим фактором (или группой факторов). В результате получается диаграмма, столбики которой соответствуют отдельным факторам, являющимся причинами возникновения проблемы, и высота столбиков уменьшается слева направо. Затем на основе этой диаграммы строят кумулятивную кривую.
Построение диаграммы Парето состоит из д е в яти э т а п о в.
Этап 1. Сначала надо решить:
1) какие проблемы необходимо исследовать (например, дефектные изделия, потери в деньгах, несчастные случаи);
2) какие данные нужно собрать и как их классифицировать (например, по видам дефектов, месту их появления, процессам, станкам, рабочим, технологическим причинам, оборудованию, методам измерения и применяемым измерительным средствам; нечасто встречающиеся признаки объединяют под общим заголовком
«прочие»);
3) определить метод и период сбора данных.
Этап 2. Разработка контрольного листка для регистрации данных с перечнем видов собираемой информации.
Этап 3. Заполнение листка регистрации данных и подсчет итогов.
Этап 4. Разработка таблицы для проверок данных с графами для итогов по каждому проверяемому признаку в отдельности, накопленной суммы числа дефектов, процентов к общему итогу и накопленных процентов (табл. 1).
Этап 5. Расположение данных, полученных по каждому проверяемому признаку, в порядке значимости и заполнение таблицы
(см. табл. 1).
Группу «прочие» следует размещать в последней строке независимо от ее числовых значений, поскольку ее составляет совокупность признаков, числовой результат по каждому из которых меньше, чем самое маленькое значение, полученное для признака, выделенного в отдельную строку.
Т а б л и ц а 1
| Деформация | 104 | 104 | 52 | 52 |
| Царапины | 41 | 146 | 21 | 73 |
| Раковины | 20 | 166 | 10 | 83 |
| Трещины | 10 | 176 | 5 | 88 |
| Пятна | 6 | 182 | 3 | 91 |
| Разрыв | 4 | 186 | 2 | 93 |
| Прочие | 14 | 200 | 7 | 100 |
| И т о г о | 199 | – | – |
Этап 6. Нанесение горизонтальной и вертикальной осей.
Вертикальная ось содержит проценты, а горизонтальная – интервалы в соответствии с числом контролируемых признаков.
Горизонтальную ось разбивают на интервалы в соответствии с количеством контролируемых признаков.
Этап 7. Построение столбиковой диаграммы (рис. 8).
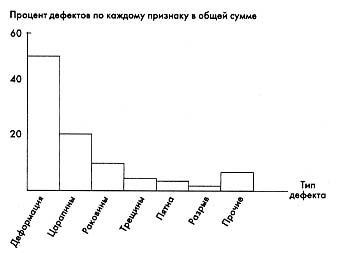
Р и с. 8. Диаграмма Парето
Этап 8. Проведение на диаграмме кумулятивной кривой (кривой Парето) (рис. 9).

Р и с. 9. Кумулятивная кривая на диаграмме Парето
Этап 9. Нанесение на диаграмму всех обозначений и надписей, касающихся диаграммы (название, разметка числовых значений на осях, наименование контролируемого изделия, имя составителя диаграммы), и данных (период сбора информации, объект исследования и место его проведения, общее число объектов контроля).
В отношении построения и использования диаграммы Парето можно порекомендовать следующее:
– при построении диаграммы Парето нужно воспользоваться разными классификациями и составить много диаграмм. Суть проблемы можно уловить, наблюдая явление с разных точек зрения, поэтому важно опробовать различные пути, желательно применять разные классификации и составлять много классификаций данных, пока не будут определены немногочисленные существенно важные факторы, что и является целью анализа Парето;
– группа факторов «прочие» не должна составлять большой процент. Большой процент этой группы указывает на то, что объекты наблюдения классифицированы неправильно и слишком много объектов попало в одну группу, а значит, следует использовать другой принцип классификации;
– если данные можно представить в денежном выражении, лучше всего показать это на вертикальных осях диаграммы Парето. Если существующую проблему нельзя оценить в денежном выражении, само исследование может оказаться неэффективным, поскольку затраты – важный критерий измерений в управлении;
– если нежелательный фактор можно устранить с помощью простого решения, это надо сделать незамедлительно, каким бы незначительным он ни был. Поскольку диаграмма Парето расценивается как эффективное средство решения проблем, следует рассматривать только немногочисленные существенно важные причины. Однако устранение относительно неважной причины простым путем может послужить примером эффективного решения проблемы, а приобретенный опыт, информация и моральное удовлетворение – оказать благотворное воздействие на дальнейшую процедуру решения проблем;
– не следует упускать возможности составить диаграмму Парето по причинам.
VI. Контрольные карты – инструмент, позволяющий отслеживать ход процесса и воздействовать на него, предупреждая его отклонения от предъявляемых требований.
В рамках семи простых методов используются семь типов контрольных карт:
– средних арифметических и размахов;
– медиан и размахов;
– индивидуальных значений;
– доли дефектной продукции;
– числа дефектных единиц продукции;
– числа дефектов;
– числа дефектов на единицу продукции.
Целями построения контрольных карт являются:
– держать под контролем значение определенной характеристики;
– проверять стабильность процессов;
– немедленно принимать корректировочные меры; – проверять эффективность принятых мер.
Для построения контрольной карты готовят специальный бланк, на который наносят две координатные оси:
– горизонтальная ось – ось времени;
– вертикальная ось – контролируемый параметр, причем при разметке особым образом выделяются предельно допускаемые значения (пределы управляемости).
По ходу протекания процесса, через определенные промежутки времени на бланк наносят значение контролируемого параметра в соответствии с типом выбранной карты. Процесс управляем, если на контрольной карте:
1) все точки лежат в контрольных пределах;
2) группы точек не образуют особых структур.
Контрольная карта полезна для того, чтобы свериться с результатами, выявить причины анормальности и затем найти пути их устранения. При использовании контрольных карт в статистическом контроле качества следует идти от результата к причине и корректировке или устранению факторов, которые привели к возникновению проблемы.
VII. Причинно-следственная диаграмма (диаграмма Исикавы) – инструмент, позволяющий установить наиболее существенные факторы (причины), влияющие на конечный результат (следствие).
Основная цель диаграммы – выявить влияние причин на всех уровнях технологического процесса. Главное ее достоинство состоит в том, что она дает наглядное представление не только о тех факторах, которые влияют на изучаемый объект, но и о причинноследственных связях этих факторов (что особенно важно).
Существует д в а т и па д и а г ра мм И с ик а в ы: 1) «рыбий скелет» и 2) карта процесса. Более традиционной является диаграмма типа «рыбий скелет» (рис. 10). Схема представляет собой графическое упорядочение факторов, влияющих на объект анализа.

| Первичный фа |
| к |
| тор |
| Вторичный |
| фа |
| к |
| тор |
| Объект анализа |
| ( |
| результат |
| ) |
| Третичный |
| фа |
| к |
| тор |
| Первичные фа |
| к |
| торы (характеристики) |
| Ри |
| с. |
| 10 |
| . |
| Построени |
| е диаграммы Исикавы |
При вычерчивании схемы Исикавы нужно выбрать один показатель качества или одно из следствий, которые необходимо проконтролировать, и поместить его справа в конце горизонтальной линии. Основные группы причин распределяются, тогда как рыбий скелет – отдельные причины – стрелками указывают на основную причину (подводят большие первичные стрелки, обозначающие главные факторы, влияющие на объект анализа).
Далее к каждой первичной стрелке необходимо подвести стрелки второго порядка, к которым в свою очередь подводят стрелки третьего порядка и т. д., пока на диаграмму не будут нанесены все стрелки, обозначающие факторы, оказывающие заметное влияние на объект анализа в конкретной ситуации. Каждая из стрелок, нанесенная на схему, должна представлять собой в зависимости от ее положения либо причину, либо следствие: предыдущая стрелка по отношению к последующей всегда выступает как причина, а последующая как следствие. В каждую границу факторов включаются конкретные причины, которые можно проконтролировать и принять мероприятия по их устранению.
При рассмотрении схемы на уровне первичных стрелок факторов во многих реальных ситуациях можно воспользоваться предложенным самим Исикавой правилом «шести М» (правило расширено). Оно состоит в том, что в общем случае существуют следующие ш е с ть во з мож ны х п р и чи н тех или иных результатов:
1) материал (material);
2) оборудование (machine);
3) измерение (measurement);
4) метод (method);
5) люди (man);
6) менеджмент (management). Все эти слова по-английски начинаются с буквы «м», откуда и пошло название данного правила.
Разумеется, могут быть и другие факторы, более точно характеризующие объект анализа. Главное – необходимо обеспечить правильную соподчиненность и взаимозависимость факторов, а также четкое оформление схемы, чтобы она хорошо смотрелась и легко читалась. Поэтому независимо от наклона каждого фактора его наименование всегда располагают в горизонтальном положении, параллельно центральной оси.
При построении диаграммы причин и результатов причины лучше объединять, рассматривая их в последовательности «от мелких костей к средним» и «от средних к большим». С помощью схемы Исикавы можно не только определить состав и взаимозависимость факторов, влияющих на объект анализа, но и выявить их относительную значимость. После завершения построения диаграммы следующий шаг – распределение факторов по степени их важности. Не обязательно все факторы, включенные в диаграмму, будут сильно влиять на показатель качества.
Диаграмма Исикавы составляется по методу мозгового штурма: каждому участнику группы независимо от других членов нужно из полного состава факторов, указанных в схеме, отобрать те, которые, по его мнению, оказывают наибольшее влияние на объект анализа в данной конкретной ситуации. Оценку можно производить путем раздачи баллов. В число таких факторов не должны включаться первичные стрелки-факторы и те стрелки-факторы второго порядка, к которым присоединено несколько стрелокфакторов третьего порядка.
Затем следует провести совместное обсуждение мнений участников анализа. В случае расхождения мнений относительно факторов проводится второй тур определения значимости факторов, в ходе которого каждый член группы качества вновь независимо от других устанавливает на личном экземпляре схемы наиболее значимые факторы. Внимание необходимо сконцентрировать на тех стрелках-факторах, которые в конечном счете получили наибольшее количество отметок.
Для исследования причин явления допустимо использовать и третьих лиц, не имеющих непосредственного отношения к работе, так как у них может оказаться неожиданный подход к выявлению и анализу причин, которого могут не заметить лица, привлеченные к данной рабочей обстановке.
При составлении причинно-следственной диаграммы последней стрелкой среди причин обязательно нужно обозначить и «прочие», так как всегда могут остаться неучтенные факторы.
Обычно приемлемая точность результатов достигается после третьего тура анализа.
Диаграмму причин и результатов нужно постоянно совершенствовать в процессе работы с ней. При анализе причин часто приходится пользоваться другими статистическими методами. Полезно применять для решения проблем диаграмму Парето в сочетании с причинно-следственной диаграммой.
Диаграмма Исикавы должна служить основой для составления плана взаимоувязанных мероприятий, обеспечивающих комплексное решение поставленной при анализе задачи.
Вопросы для самоконтроля и обсуждения
1. Раскройте значение контроля в обеспечении качества продукции.
2. Каковы основные типы контроля с точки зрения времени их осуществления по отношению к выполняемой работе?
3. Из каких этапов слагается технический контроль на предприятии.
4. Приведите классификацию видов контроля на предприятии.
5. Перечислите семь инструментов контроля качества.
6. Что представляют собой контрольные листы? Каковы их назначение и правила их проектирования? Постройте примерный контрольный лист для учета опозданий студентов на занятия.
7. Охарактеризуйте графики Парето. Для чего они применяются?
8. Что представляет собой диаграмма Исикавы? Для чего она используется? 9. Что такое контрольные карты? В каких случаях они применяются?
Т е м а 5. ЭКОНОМИКА КАЧЕСТВА

