 2020-05-12
2020-05-12 1203
1203Отверстия центровые с углом конуса 600

Отверстия центровые с углом конуса 750  | Отверстие центровое с дугообразной образующей 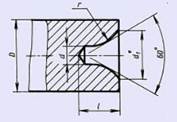 |
Отверстия центровые с метрической резьбой  | Отверстия центровые с метрической резьбой  |
Применение форм центровых отверстий
Форма A - в случаях, когда после обработки необходимость в центровых отверстиях отпадает, и в случаях, когда сохранность центровых отверстий в процессе их эксплуатации гарантируется соответствующей термообработкой;
Форма B - в случаях, когда центровые отверстия являются базой для многократного использования, а также в случаях, когда центровые отверстия сохраняются в готовых изделиях;
Форма Т - для оправок и калибров пробок;
Формы F и H - для монтажных работ, транспортирования, хранения и термообработки деталей в вертикальном положении;
Форма C - для крупных валов (назначение аналогично с формой А);
Форма Е - для крупных валов (назначение аналогично с формой В);
Форма R - в случаях когда требуется повышенная точность обработки;
Форма Р - для конусов инструмента: Морзе, метрических и др.
4. Выполнить эскиз детали
Билет № 4
1. Штамповка заготовок из листового материала, виды операций, назначение.
Листовой называют штамповку разнообразных по форме и размерам деталей из листового, ленточного или полосового материала, осуществляемую без значительного изменения его толщины. Изделия получают в результате пластического деформирования или разделения исходного материала в специальных инструментах – штампах, установленных на прессах. В основном используют механические и гидравлические прессы. Из первых наиболее широко применяют кривошипные.
Листовая штамповка широко применяется во всех отраслях машиностроения. Диапазон штампуемых листовых деталей очень большой – по габаритным размерам от нескольких миллиметров до 6–7 м; по толщине от десятых долей миллиметра до 100 мм и выше. Точность изготовления деталей достигает при обычной штамповке 11–12-х квалитетов, при зачистке, чистовой вырубке и калибровке 9–10-х квалитетов. Тонколистовой материал (толщиной до 4 мм) штампуют главным образом в холодном состоянии, толстолистовой (толщиной свыше 4 мм) – как в холодном, так и в горячем. Иногда после штамповки детали частично доделывают на металлорежущих станках: подрезают по торцу, сверлят отверстия малых диаметров и т.п.
Основные преимущества листовой штамповки: возможность изготовления прочных, легких и жестких тонкостенных изделий простой или сложной формы, получить которые другими способами затруднительно или невозможно; высокая производительность и экономное расходование металла; широкие возможности автоматизации штамповочных работ с применением для этого относительно несложных устройств; взаимозаменяемость деталей и высокая чистота поверхности.
Технологию листовой штамповки и конструкцию штампового инструмента выбирают в зависимости от размеров и формы детали, ее точности и серийности производства.
Операции листовой штамповки подразделяют на:
• разделительные, при которых одна часть металла отделяется от другой;
• формоизменяющие, при которых форма заготовок изменяется без их разрушения;
• комбинированные, при которых сочетаются разделительные и формоизменяющие переходы обработки;
• штампосборочные, при которых механически соединяются отдельные листовые штампованные детали.
К разделительным операциям относятся отрезка, разрезка, вырубка, пробивка, обрезка, надрезка, проколка, зачистка и др.

