 2020-05-21
2020-05-21 1194
1194ВЫБОР РЕЖИМА РУЧНОЙ СВАРКИ ПОКРЫТЫМИ ЭЛЕКТРОДАМИ
Цель - ознакомиться с методикой расчета примерных режимов ручной сварки покрытыми электродами.
Пояснения к работе
При ручной дуговой сварке к параметрам режима сварки относятся сила сварочного тока, напряжение, скорость перемещения электрода вдоль шва (скорость сварки), род тока, полярность и др.
Определение режима сварки проводят в следующем порядке.
1. Диаметр электрода dэ выбирается в зависимости от толщины свариваемого металла δ при сварке стыковых швов и от катета k при сварке угловых и тавровых соединений (см. табл.1).
Таблица 1. Зависимость диаметра электрода от толщины свариваемого листа
| Толщина листа δ, мм | 1- 2 | 3 | 4-5 | 6-10 | 10-15 | 16-20 | 20 |
| Катет шва k, мм | 2 | 3 | 4,5 | 5 | 6 – 8 | 16 | 20 |
| Диаметр электрода dэ, мм | 1,6-2,0 | 2,0-3,0 | 3,0-4,0 | 4,0-5,0 | 5,0 | 5-6 | 6-10 |
2. Сила сварочного тока ( , А) рассчитывается по формуле
, А) рассчитывается по формуле
 ,
,
где К – коэффициент, равный 25–60 А/мм (см. табл. 2);
dЭ – диаметр электрода, мм
Таблица 2. Коэффициент К в зависимости от диаметра электрода dЭ
| dЭ, мм | 1-2 | 3-4 | 5-6 |
| К, А/мм | 25-30 | 30-45 | 45-60 |
3. Расчет напряжение дуги (UД, В) производится по формуле:
 ,
,
где - сила сварочного тока, А
4. Расчет скорости сварки Vсв (м/ч) производится по формуле:
где αН – коэффициент наплавки, г/А*ч (принимают из характеристики выбранного электрода);
FШВ – площадь поперечного сечения шва при однопроходной сварке (или одного слоя валика при многослойном шве), см2;
ρ – плотность металла, г/см3 (низкоуглеродистая сталь ρ=7,8 г/см3; легированная сталь и высоколегированная сталь ρ=7,9 г/см3; алюминий и дюраль ρ=2,7 г/см3; медь ρ=8,96 г/см3; серый чугун и легированный чугун ρ=7,0 г/см3; латунь ρ=8,5 г/см3; бронза ρ =7,6 г/см3).
Длину сварочной ванны (L, см) определяют по формуле:
L=  ,
,
где τ- эффективный КПД нагрева металла при сварке (при РДС τ =0,7);
Iсв – сила сварочного тока, А;
Uд – напряжение, В;
Тпл – температура плавления свариваемого металла, оС (см. табл.3)
λ – коэффициент теплопроводности свариваемого металла, кВ/м 0С (см. табл.4)
Таблица 3. Средние значения Тплнекоторых металлов
| Металл | Температура плавления свариваемого металла, 0С, Тпл |
| Медь | 1083 |
| Латунь | 900 |
| Бронза | 950 |
| Алюминий | 660 |
| Дюраль | 650 |
| низкоуглер.сталь | 1500 |
| легированнаясталь | 1500 |
| высоколегир.сталь | 1450 |
| Серыйчугун | 1200 |
| легированный чугун | 1200 |
Таблица 4. Средние значения λ некоторых металлов
| Металл | Коэффициент теплопроводности свариваемого металла λ, кВ/м 0С |
| медь | 0,94 |
| латунь | 0,25 |
| бронза | 0,16 |
| алюминий | 0,63 |
| дюраль | 0,5 |
| низкоуглер.сталь | 0,14 |
| легированнаясталь | 0,09 |
| высоколегир.сталь | 0,057 |
| серыйчугун | 0,12 |
| легированный чугун | 0,035 |
Время пребывания (t, ч) сварочной ванны в жидком состоянии определяется по формуле
t=  ,
,
где L – длина сварочной ванны, м;
Vсв – скорость сварки, м/ч.
Расчет скорости сварки (Vсв, м/ч) производится по формуле
 ,
,
где αН – коэффициент наплавки, г/А•ч (принимаем αН=11г/А• ч);
FШВ – площадь поперечного сечения шва при однопроходной сварке (или одного слоя валика при многослойном шве),
ρ – плотность металла, г/см3.
Для стыковых соединений площадь поперечного сечения шва (FШВ, мм2) определяется по формуле:
 ,
,
где е – ширина шва, мм [  ];
];
q – усиление шва, мм (0,1÷0,3 толщины металла детали);
t – толщина шва, мм [  ];
];
b – зазор, мм.
Для углового соединения площадь поперечного сечения шва ( , мм2) определяется по формуле:
, мм2) определяется по формуле:
 ,
,
где k – катет шва, мм (см табл.1.);
q – усиление шва, мм.
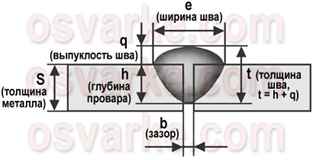
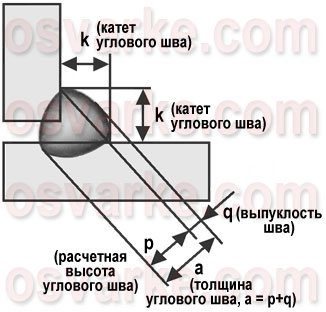
Рисунок 1 – Основные геометрические параметры стыкового и углового шва.
1. Определить режимы сварки ГОСТ 5264-80;
2. Определить длину сварочной ванны;
3. Определить время пребывания металла в жидком состоянии по оси шва;
4. Результаты записать в виде таблицы
| Тип сварного соединения | Свариваемый металл |  А А | UД В | Vсв м/ч | L см | t ч |
Контрольные вопросы:
1. Что понимаем под режимом ручной дуговой сварки?
2. Какие показатели ручной дуговой сварки относятся к основным?
3. Какие показатели ручной дуговой сварки относятся к дополнительным?
4. Как выбирается диаметр электрода?
5. Каким диаметром электрода выполняется первый (коренной) шов?
6. Каким диаметром электрода выполняются нижние, вертикальные, горизонтальные, потолочные швы?
7. По какой формуле выбирается сила сварочного тока?
8. Что происходит с выбором тока для вертикального, горизонтального и потолочного швов?
9. Что происходит с шириной шва при уменьшении диаметра электрода?








