 2020-06-30
2020-06-30 1121
1121Порядок осуществления контроля качества и приемки сварочных работ по устройству монтажных соединений железобетонных конструкций выполняют в соответствии с требованиями СНиП 3.03.01.87.
Сварку должны выполнять сварщики, имеющие удостоверение на право производства сварочных работ и прошедшие контрольные испытания.
Контроль качества работ по сварке монтажных соединений и их приемка включают проверку:
− качества применяемых материалов и изделийи степени их соответствия проекту;
− соблюдения последовательности сварочных работ и технологии;
− качества выполненных соединений.
Конструкции сварных соединений должны соответствовать требованиям проекта.
Изменения в конструкции монтажных узлов и соединений, а также применение не предусмотренных проектом прокладок или вставок без согласования с проектной организацией запрещаются.
При осуществлении контроля за соблюдением технологии и последовательности работ особое внимание должно быть обращено на выполнение следующих требований:
− сварка должна производиться после проверки правильности установки элементов конструкций и положения соединяемых деталей;
−  последовательность выполнения операций (порядок наложения швов), а также общая последовательность устройства монтажных соединений в пределах сооружения, блоков, ярусов должна соответствовать указаниям технических карт.
последовательность выполнения операций (порядок наложения швов), а также общая последовательность устройства монтажных соединений в пределах сооружения, блоков, ярусов должна соответствовать указаниям технических карт.
Перед сваркой (ванной, многослойными или протяженными швами) арматурные стержни в месте соединения следует зачищатьна длине, превышающей на 10-15мм сварной шов или стык.
При превышении регламентированных зазоров между стыкуемыми арматурными стержнями допускается применение одной промежуточной вставки длиной не менее 80мм. Вставки следует изготовлять из арматуры того же класса и диаметра, что и стыкуемые стержни. При сварке стержней встык с накладками превышение зазора должно быть компенсировано соответствующим увеличением длины накладок.
Длина выпусков арматурных стержней из бетона конструкции должна быть не менее 150мм при регламентированных нормативными документами зазорах и не менее 100мм при применении вставки.
После окончания сварки выполненное сварное соединение необходимо очистить от шлака и брызг металла.
При выполнении сварочных работ должны быть соблюдены требования, приведенные в табл. 6.
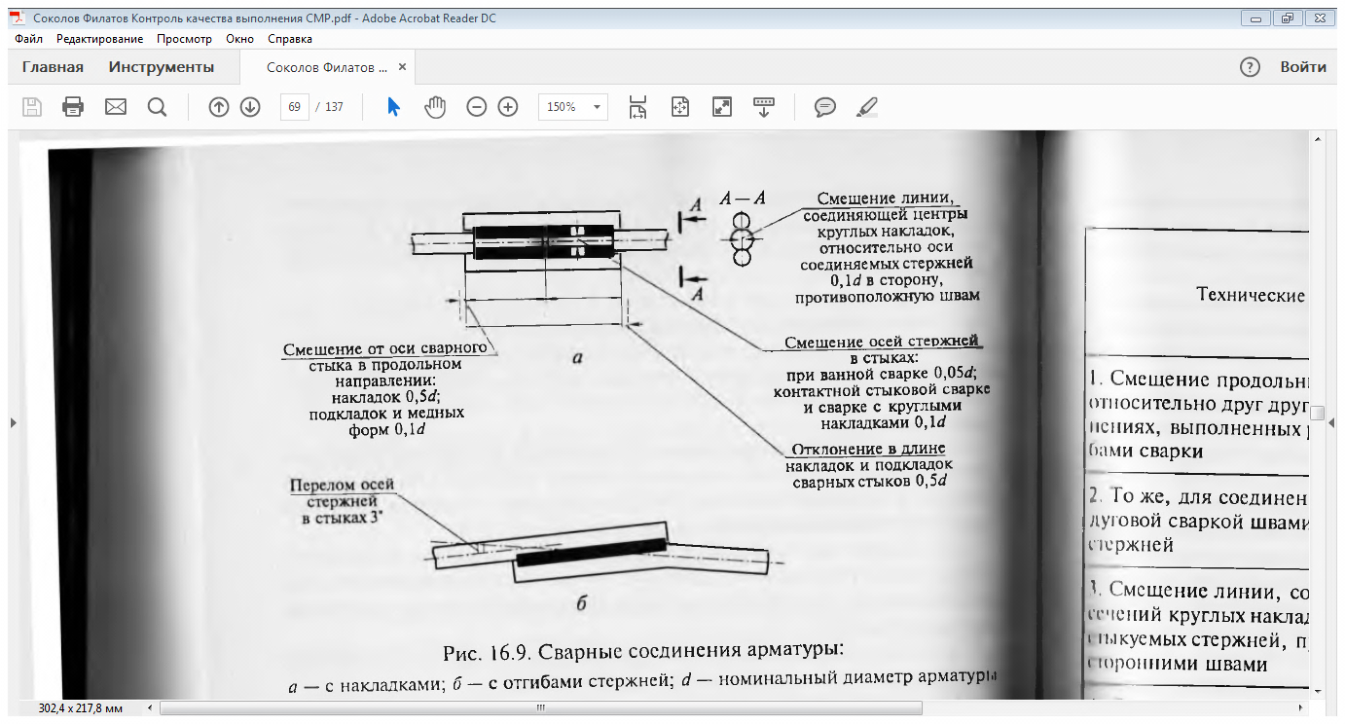
Таблица 6 (ГОСТ 10922-2012 «Арматурные и закладные изделия сварные, соединения сварные арматуры и закладных изделий железобетонных конструкций. Общие технические условия», ГОСТ 14098-2014 «Сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры»)
| Допускаемые отклонения для свариваемых стержней диаметром, мм | |||
| 10-28 | 32-40 | 45-50 | |
| 1. Смещение продольных осей стержней относительно друг друга в стыковых соединениях, выполненных различными способами сварки | 0,2 | 0,1 | 0,05 |
| 2. То же, для соединений, выполненных дуговой сваркой швами с накладками из стержней | 0,3 | 0,3 | 0,2 |
| 3. Смещение линии, соединяющей центры сечений круглых накладок относительно стыкуемых стержней, при сварке односторонними швами | 0,5 | 0,5 | 0,3 |
| 4. Смещение круглых и желобчатых накладок относительно оси сварного стыка в продольном направлении | 0,5 | 0,5 | 0,5 |
| 5. Отклонение длины круглых накладок | 0,5 | 0,5 | 0,5 |
| 6. Отклонение длины протяженных швов в стыковых соединениях с круглыми накладками | 0,5 | 0,5 | 0,5 |
| 7. Отклонение длины нахлестки при сварке стержней | 0,5 | 0,5 | 0,5 |
| 8. Уменьшение ширины протяженных швов | 0,1 | 0,1 | 0,5 |
Приемочный контроль выполненных сварных соединений арматуры должен предусматривать внешний осмотр и комплекс испытаний, проводимых в соответствии с ГОСТ 10922-2012 и ГОСТ 23858-79 «Соединения сварные стыковые и тавровые арматуры железобетонных конструкций. Ультразвуковые методы контроля качества. Правила приемки».
Качество сварных соединений должно отвечать требованиям, приведенным в табл. 7.
Таблица 7 (ГОСТ 10922-2012, ГОСТ 23858-79)
| Допуски для стержней диаметром, мм | |||
| 10-28 | 32-40 | 45-50 | |
| 1. Количество единичных сферических пор диаметром до 2 мм в стыковых соединениях, выполненных дуговой сваркой протяженными швами на длине шва 100 мм | 5 шт | 7 шт. | 9 шт. |
| 2. То же, при других способах дуговой сварки | 7 шт.. | 9 шт. | 12 шт. |
| 3. Количество цепочек и скоплений сферических пор диаметром до 2 мм на длине до 50 мм в соединениях, выполненных дуговой сваркой | 2 шт | 3 шт | 4 шт. |
| 4. То же, при других способах дуговой сварки | 1 шт | 2 шт. | 2 шт. |
| 5. Глубина усадочных раковин наплавленного металла при стыковой ванной и ванношовной сварке | 2 мм | 3 мм | 5мм |
| 6. Глубина непровара венчика наплавленного металла с цилиндрической поверхностью стержня при дуговой сварке | 1 мм | 1 мм | Отсутствуют |
| 7. Наплывы на сварном соединении | 5 мм | 7 мм | 10 мм |
Выполненные сварочные работы перед бетонированием следует оформлять актами приемки соединений по внешнему осмотру.
На поверхности стержневой рабочей арматуры не допускаются ожоги дуговой сваркой.
Сварные стыковые соединения арматуры, не удовлетворяющие требованиям по качеству, необходимо вырезать. На место вырезанного стыка следует вварить промежуточную вставку длиной не менее 80мм с последующим ультразвуковым контролем двух выполненных сварных соединений.








