 2020-08-05
2020-08-05 224
2245. Как устроены установки для электрошлаковой сварки прямолинейными и круговыми швами?
6. Каков принцип действия установок для наплавки плоских деталей и деталей типа тел вращения?
ГЛАВА7Оборудование для правки и отделки сварных конструкций
· 7.1. Оборудование для правки сварных конструкций
· 7.2. Оборудование для улучшения механических свойств сварных швов
· 7.3. Оборудование для отделки сварных конструкций
· 7.4. Оборудование для нанесения защитных покрытий
7.1Оборудование для правки сварных конструкций
Для правки сварных конструкций применяются гидравлические прави́льные прессы и специализированные прави́льные машины; для правки сварных цилиндрических обечаек — трех- и четырехвалковые листогибочные машины; для правки крупногабаритных сварных узлов — гидравлические прави́льные прессы колонного типа и с передвижным порталом.
Стационарный гидравлический прави́льный пресс (рис. 7.1) для правки сварных конструкций, а также для гибки листов и профилей состоит из станины 6, двух консолей 5, подвижного стола 3 с плитой для правки, двух гидроцилиндров 2 с плунжерами 1 для перемещения стола, трех гидравлических выталкивателей 4, четырех колонн 7 с разъемными гайками 8, верхней части — архитрава 11, подвижной траверсы 12, рабочего цилиндра 10 с плунжером 9, плиты 13 и двух гидроцилиндров 14 для подъема траверсы. Для правки к плите 13 прикрепляют на болтах пуансон. Технологическую оснастку крепят болтами к столу 3. Прессом управляют с общего пульта.
 Рис. 7.1.Стационарный гидравлический прави́льный пресс:
Рис. 7.1.Стационарный гидравлический прави́льный пресс:
1 — плунжер гидроцилиндра; 2 — гидроцилиндры для перемещения стола; 3 — подвижный стол; 4 — гидравлический выталкиватель; 5 — консоль; 6 — станина; 7 — колонна; 8 — разъемные гайки; 9 — плунжер рабочего цилиндра; 10 — рабочий цилиндр; 11 — архитрав; 12 — подвижная траверса; 13 — плита; 14 — гидроцилиндры для подъема траверсы
Гидравлический прави́льный пресс с передвижным порталом (рис. 7.2) представляет собой плиту 14 и портал, перемещающийся по ее направляющим. Портал, состоящий из двух стоек 8, поперечины 3, траверсы 6 и передвижной силовой головки 4, перемещается вдоль плиты 14 на четырех колесах 10 с помощью электродвигателя 9, передающего вращение через редуктор и цепную передачу на ходовое колесо. Вертикальное перемещение траверсы 6 обеспечивает электродвигатель 2 через редукторы 1 и ходовые винты 7, укрепленные в стойках портала. При вращении ходовые винты перемещают гайки, закрепленные в траверсе 6. Ходовые винты и гайки рассчитаны на восприятие нагрузки пресса при правке. Силовая головка 4 имеет вертикальный гидравлический цилиндр 11 плунжерного типа и насос 12, который приводится в действие электродвигателем 13. Корпус насоса служит баком для рабочей жидкости (масла). Плунжер цилиндра возвращается с помощью четырех тарельчатых пружин 5, на которых подвешен плунжер. Силовая головка перемещается по направляющим траверсы поперек плиты 14 от отдельного электродвигателя, смонтированного на головке. Пресс управляется кнопками и рычагами с пульта 16, который смонтирован на распределительном шкафу 15, установленном на стойке портала.
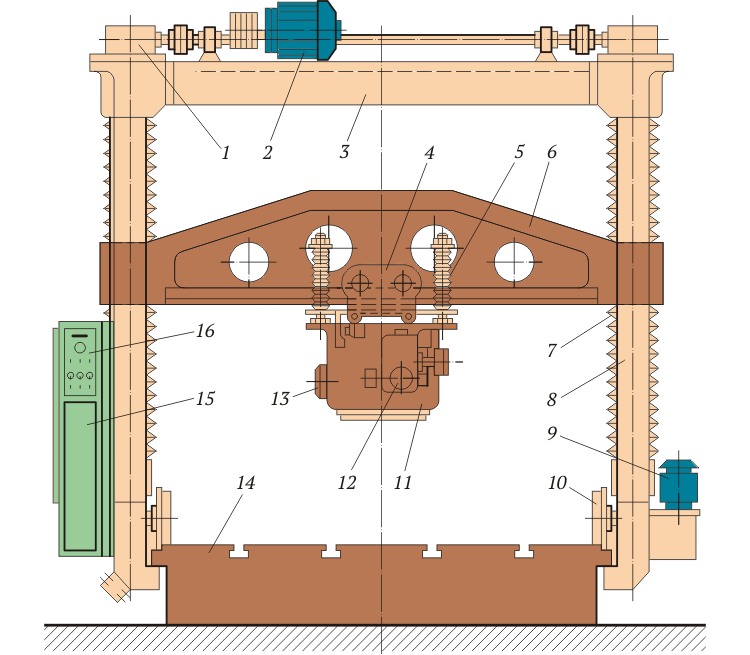 Рис. 7.2.Гидравлический прави́льный пресс с передвижным порталом:
Рис. 7.2.Гидравлический прави́льный пресс с передвижным порталом:
1 — редуктор; 2 — электродвигатель привода механизма вертикального перемещения траверсы; 3 — поперечина; 4 — передвижная силовая головка; 5 — тарельчатая пружина; 6 — траверса; 7 — ходовой винт; 8 — стойка; 9 — электродвигатель перемещения портала; 10 — колесо; 11 — вертикальный гидравлический цилиндр плунжерного типа; 12 — насос; 13 — электродвигатель насоса; 14 — плита; 15 — распределительный шкаф; 16 — пульт управления
Выправляемые изделия укладывают на плиту 14, на которой предусмотрены Г-образные пазы и отверстия, где при необходимости могут закрепляться соответствующие приспособления. Затем продольным перемещением подводят портал к изделию, поперечным перемещением головки и вертикальным перемещением траверсы устанавливают цилиндр 11 над местом правки, включают привод насоса и производят правку, после чего привод насоса выключают. Портал пресса для правки невысоких изделий выполняют с неподъемной траверсой.
Специализированная машина служит для устранения грибовидности сварных двутавровых балок (деформации полок вследствие усадки сварных швов). Машина состоит из нижней и верхней станин, в которые вмонтированы подающие ролики и нажимной ролик, подающий балку в процессе правки. Ролики установлены на вертикальных валах, соединенных посредством зубчатых передач с соединительным валом. Вал нажимного ролика закреплен в подшипниках ползуна, перемещающегося под действием нажимного винта. Ролик, приводимый от электродвигателя через червячный редуктор и зубчатую передачу, движется возвратно-поступательно. Величину перемещения ролика контролируют сельсином, связанным с одним из вертикальных валов червячного (вспомогательного) редуктора через основной редуктор.
Специализированные станки для прокатки швов используются в тех случаях, когда необходимо устранить сварочное коробление и выпуклость сварных швов путем пластического деформирования и тем самым улучшить механические свойства сварных соединений тонкостенных технических сосудов. Принципиальная схема простейшего станка для прокатки стыковых швов полотнищ и продольных швов обечаек показана на рис. 7.3. От электродвигателя 1 через клиноременную передачу 2 и сменные зубчатые колеса 4, позволяющие изменять скорость прокатки, вращение с помощью червячной пары 5 передается на вал 7 верхнего ролика 8. Нижний ролик 9 приводится с помощью карданного вала 6 и сменных зубчатых колес 3, позволяющих получить одинаковые окружные скорости роликов 8 и 9 при любом соотношении их диаметров. Давление между роликами создается рычагом 10 грузового устройства или пневмоцилиндром.
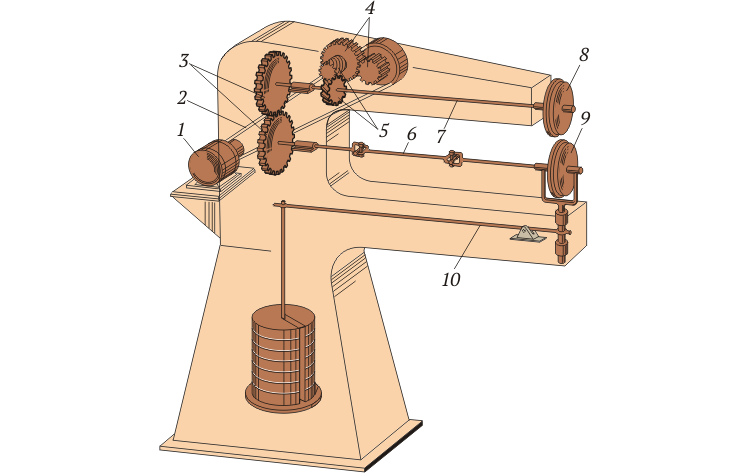 Рис. 7.3.Принципиальная схема станка для прокатки стыковых швов полотнищ и продольных швов обечаек:
Рис. 7.3.Принципиальная схема станка для прокатки стыковых швов полотнищ и продольных швов обечаек:
1 — электродвигатель; 2 — клиноременная передача; 3, 4 — пары сменных зубчатых колес; 5 — червячная пара; 6 — карданный вал; 7 — вал верхнего ролика; 8 — верхний ролик; 9 — нижний ролик; 10 — рычаг грузового устройства
7.2Оборудование для улучшения механических свойств сварных швов
Станки для проковки швов применяются при обработке тонкостенных сварных соединений из труднодеформируемых в холодном состоянии металлов.
Станок типа СПКШ для проковки кольцевых швов используется при устранении сварочных деформаций и улучшении механических свойств кольцевых швов тонкостенных обечаек.
Станки для правки кольцевых швов позволяют путем проковки устранить коробление изделий за счет изменения уровня остаточных напряжений в сварном соединении. Кроме того, при проковке происходит уплотнение металла сварного шва, которое сопровождается повышением прочности сварного соединения в целом.
Чеканочные упрочнители применяются для повышения прочности сварных швов крупногабаритных изделий. Чеканочный упрочнитель (рис. 7.4) представляет собой пневматический молоток с многобойковым наконечником в виде пучка игл, наносящих сильные частые удары по обрабатываемой поверхности, благодаря чему образуется упрочняющий наклеп сварных швов и околошовной зоны. Упрочнители работают от сети сжатого воздуха под давлением 0,4…0,5 МПа. Иглы изготовляются из стальной проволоки диаметром 1,2…3 мм, закаленной до твердости 45…50 HRC. Основные технические характеристики пневматических чеканочных упрочнителей приведены в табл. 7.1.
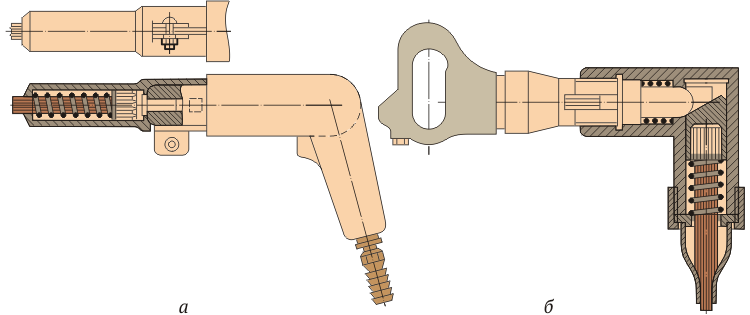 Рис. 7.4.Прямой (а) и угловой (б) чеканочные упрочнители с многобойковыми наконечниками
Рис. 7.4.Прямой (а) и угловой (б) чеканочные упрочнители с многобойковыми наконечниками








