 2020-08-05
2020-08-05 140
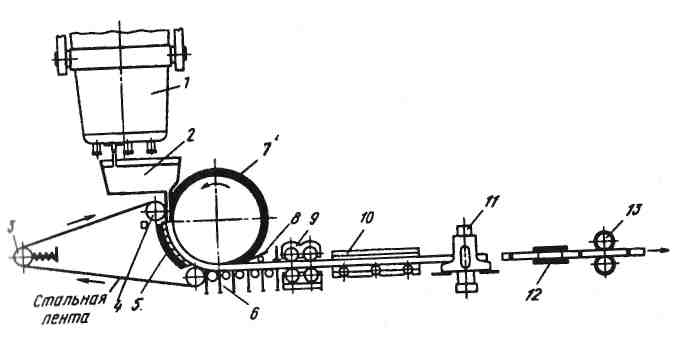
140; 8 — Тіреу бағана; 9 — тіреу бағаналар секциясы; 10 —тартушы көтерме; 11 — газкескіш; 12 — Көтергіш арбаша жолы; 13 — құймаметал көтергіш арбаша.
құйманың қалыпқа келуі басталғанымен толықтырады, бұл сұйық металдың салқын бетке жетуін қамтамасыз етеді,яғни кристаллизатор есебінде.
Мұндай БҮҚҚ-ның негізгі түрлері: барабанды және сұйық металдың бетіне беретін айналатын барабанды бір ленталы немесе үздіксіз қозғалатын лента,металды айналыстағы екі біліктің ортасына берілетін – екі білікті,металды айналыстағы үздіксіз ленталы ортасына беретін – екі ленталы, металды айналыстағы барабанды және лентаның ортасына беретін – барабанды-ленталы.
Соңғы типті УНРС қимасы бар құймалар құйу үшін пайдаланылады
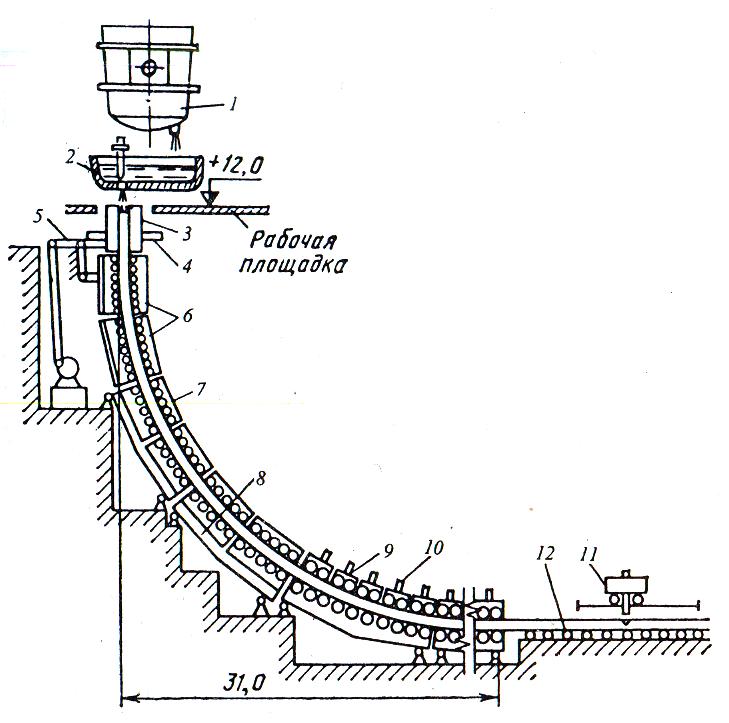
Рис. 3. қисық сызықты слябты УНРС:
1 — болатқұйғыш ковш; 2 — аралық ковш; 3 — кристаллизатор; 4 — кристаллизатордың тіреу рамкасы; 5 —кристаллизатордың қозғалтқыш механизмі; 6, 7, 9 — дөңгелекті өткізгіш секциясы (сәйкесінше онтөрт-, он- және
төртроликті); 8 — тіреу балкалары; 10 — роликтердің қысылу және орын ауыстыру механизмдері; 11 — газкескіш; 12 — рольганг
Радиалды УНРС метал кристаллизатордан шығар кезінде, доға қалпында, бірқалыпты радиусқа ие болады. Толығымен қатқан металды горизонтальды күйге маиыстырады.
Қисық доғалы УНРС қондырғысында кристаллизатор қисығы бойынша маиысады, одан соң екінші рет салқындау кезінде қисық үлкейе түседі. Кристаллизатор соңында металды горизонтальды күйге келтіруге арнайы роликтер орнатылған
Машина конструкциясы, металдың горизонтальды жүруі цехтың боиымен орындайды. Сол жерде де металды бөлшектеп ұзындық бойынша кеседі. УНРС максимальді радиусы металды шығарарда 350мм ге дейін және 12м болады.
|
|
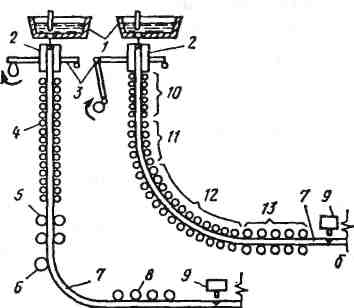
4 сурет. Қатып қалған балқыманың майысуы бар БҮҚК (б):
1 — аралық ковш; 2 — тік кристаллизатор;
3 - кристаллизатордың айналу механизмі; 4 — тіреу роликтері; 5 — тартып алатын клеть; 6 — майысатын валка; 7 —құймаметал; 8 — тартушы дұрыс клеть;
9 - газкескіш; 10-12 – вертикальды, майысатын және радиалды өткізгішті роликті аймақтар; 13 — өткізетін машина
Бұл машиналардын ең басты артықшылығы вертикальдіге қарағанда: ұзындығы аз, сол себепті қондырғысы да арзанға шығады, металды құюды тездетеді және де металдың ұзындығын артыра алады.
УНРС слиткінің маиысуымен жүруі.
УНРС та слиток басында вертикальді жүріп роликтер көмегімен майысады.
Өтуден кейін доға төменгі нүктелері кесек дұрыс тартушы дестелерге тигізеді, содан соң кесек газ кескішпен кеседі горизонтальдық жайға оның аударады. Негізгі адамгершілік бұларды құрулардың салыстырумен қисық сызықтылармен және тарамдалғандармен - көбірек қарапайымдар изготовледе нии және қызмет етуде түзу сызықтылар кристаллизатор және екінші қайтара салқындау аймақ үстісі, бірақ құру жалпы биігі бірнеше көбірек, (2-4 м).
Горизонталды УНРС.
Горизонтальдық үлгі құруларының көпшілік жұмысының негізі - кристаллизатор кесегі оқтын-оқтын керуінде.
Мына үлгі машиналарының технологиялық осы орналасқан жерінде немесе бұрышқа еңкейтілген 15° горизонталінде. Құйғыш ожаудан болат түседі (5-сурет) Футеровкалы металқабылдағыш және онан
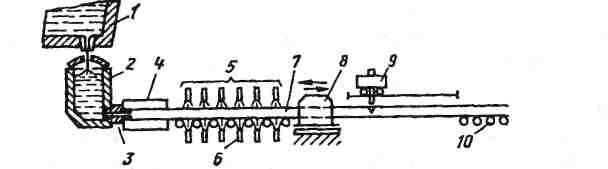
5-сурет. УНРС тің горизонтальды схемасы:
1 — болатқұйғыш ковш; 2 — металқабылдағыш; 3 — отқатөзімді бөлгіш сақина; 4 — кристаллизатор; 5 — екіқайтара салқындату аймағы; 6 — сулы бүріккіш; 7 - құймаметал; 8 — құймаметалды тартқыш құрылғы; 9 - газдыкесу; 10 — рольганг
әрі қатты қосылған оларға кристаллизатор бөлетін сақина 3, тесік арқылы қайсыда кристалли қуыстары мөлшері шамалы азырақ кептелудің. Метал селімен жылы соққылардың және шаюға қарсы берік бөлетін сақина тиісті болу, аз болу жылу өткізгішпен, болат осында ұйып қалмады үшін, және оған қата бастаған метал тиісті жабыспау; тостағанға бөл етжеңді сақина қылқанды орман нитридынан істейді.
Кристаллизатордан кейін қатып қалған сырттағы кесек екінші қайтара салқындау аймағына тигізеді, алдына келіп су форсункалардың жүйесімен рольгангті өзімен; әдеттегі тіреу құрылғылары жоқ болады, ферростатикамен аз қысым артынан сондықтан адырату кесек қабықтары болмайды. Оқтын-оқтын онан әрі механизм орналасқан кесек тартылуы. Алға механизмі кесекті басқаша орналастырады, артқа содан соң қайтып келеді, кейін ненің циклы қайталанылады; уақытқа механизм кері қозғалыстары кесек қалады -, немесе артқа шегіндіру. Циклдардың саны 20 200 минутқа өзгереді. Периодты кесек керуі кристаллизатор тербелуін ауыстырады, қолданылатын тік және қисық сызықтыларды іліну қақпайлауына арналған машиналарда және жарылулардың кристаллизаторда кесек қабықтары. Керу механизмының ар жағында көлікке арналған қозғалтқыш доңғалақтармен газ кескіш және рольгангі орналасқан қоймаға шет қалған дайындаулар.
Горизонтальды УНРС квадрат қима сортты кесектерінің құюы үшін қолданады және тік бұрышты қиманың, квадратты қалыңдық 200 мм ге дейін және дөңгелек дайындаманың диаметрі 330 мм ге дейін; құю уақыты 4м/мин.
УНРСпен горизонтальдықтар аз биік артынан габариттар кез-келген цехке тізімге кіргізіледі және артынан ең алдымен қондыруға арналған бар болуларды цехтерде құймақалыпта құю ауыстыруы жанында толассыз құю. Көшіру мүмкіншілігі басқа жұмыс жасап тұрған цехтерде УНРСпен горизонтальдық сай болуы: кішкене күрделі шығынның аз биіктер және жабдықтау аз сандары сол себепті; персоналдың азат рұқсаты бәріне УНРС түйіндеріне олардың сол себепті орналастырудың цех өңір емес; қажеттілік жоқ болуы жөнге салу кристаллизаторға метал жүруі, ол сондықтан кесек керулері жылдамдықпен анықталады; бет қашықтауы сұйық кристаллизатордан метал госы, не кесекте шығарады деп фекты тотығу артынан және салқындаудың метал беттері.
УНРС кристаллизаторда кесек сырғанаулары
Осы типтің УНРС құрылғысы жане қызметі, бұрын белгіленгендей кристализатордың жұмыс беті оның құрылуының алғашқы мезетіндегі құймамен бірге ауыстырылуына негізделген; мынау олардың өзара сырғанауы және көріну шығарады кесек аралық қажалу мына күштерінің және кристаллизатормен. Қажалу жоқ болуының арқасында бұлар УНРС зволяют маңызды аз жуандық кесектері құйып алу және маңызды үлкен жылдамдықтар жанында, немен УНРСпен дәстүрлілер кристаллизатордан кесек керуімен.
Бірнеше түрдің байқалған және енеді немесе қаналады: -; дабылдықтар шек қоятын доңғалақпен немесе ол; бір - және двухленточные жаппай немесе көбелек құрты баулармен (барлық жолақтардың құюы үшін қызмет етеді және баулардың жуандықпен 10-20 миллиметр үлесімен) және барабанно - ленталық немесе роторлықтар (кесектердің құюына арналған қимамен, тік бұрыштыға таяу 160мм ге дейінгі жуандықта).
УНРСпен салу және қанау әдеттегіге қарағанда айтарлықтай арзанға өкізіледі; кристаллизаторда кесек сырғанауымен; онан арғы прокатка жанында энергия бөлінулерді сонымен қатар аласарады, дәл осылай прокаткаға арналған жіңішке дайындамаға кішкене қуаттылықтың орнағы қажет болады.
Еківалкалы УНРС жалпақ кесектерді алуы үшін қолданады (жолақтардың, баулардың). сондайларды құруларда (6, а - сурет) үстіңгі жағынан аралық ожаудан сұйық метал әпереді үшін екі аралық зор паралельді бір-біріне айналдырғанда қарсы шығу салқындатылатын дестелермен (доңғалақтармен); дестелердің шеттерінде көлденең пластиналарды орналасқан (тақтаның), бүйірлерден құю кәсіпорны кеңістік шек қойылатындар. Аралық дестелермен құрылады (6, а - сурет) тарылған шұңқыр төмен сұйықтың лақтырды ла; жоғарғыда дестелердің беттеріне оның бөлімінің кесек сыртқы қабығы қалыптасады, айналған дестелердің беттердің жақындасуы сол себепті қысуға бұдан былай душар болады. Сайып келгенде, дестелер кристаллизаларды біреудің рөлін атқарады тордың және кесек қысуын бір уақытта өндіреді. Кейін сіздер дестелерден жүрудің кесек июші құрылғы арқасында 3 және доңғалақтардың жүйелері жатық жағдайда горизонтальды аударады.
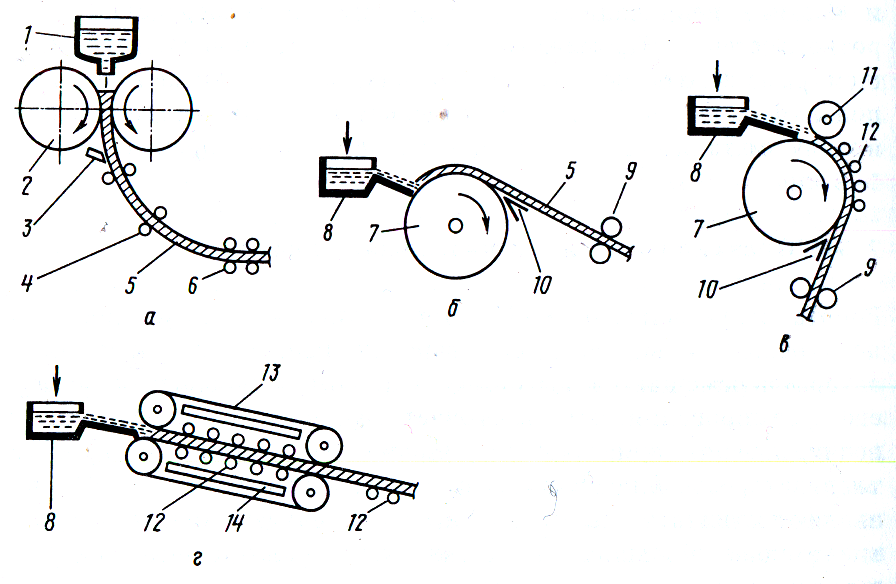
6-сурет. УНРС кристализатордағы құймаметал сырғанауы:
а — еківалкалы; б — шек қоятын доңғалақсыз барабандық үлгісі; в — шек қоятын доңғалақты барабандық үлгі; г — екіленталы; 1 —аралық ковш; 2 — Салқындатылытын десте; 3 — июші құрылғы; 4 — бағыттаушы дөңгелектер; 5 — құймаметал; б — Түзететін доңғалақтар; 7 — салқындатқыш барабан; 8 —науа; 9 — Созған дестелер; 10 — шешілетін сына; 11 — шекқоюшы доңғалақ; 12 —тіреу доңғалақтары; 13 — лента; 14 — лентаны салқындатқыш.
Дестелер аралық саңылауға сұйық метал түп қажетті вать енмен біркелкі кесек отливаемогосы; ме беруін науа арқылы талла ашық ағыстармен жүргізеді немесе погружными метал деңгейінің астына стакандармен (жалпақ стакандар саңылаумен шығатын тесікпен немесе шамалы дөңгелек тесіктермен).
Дестелердің диаметрімен 1-5 мм жылдамдық отливаемогомен жалпақ кесек жуандығы жанында оны қозғалыстар құрастырады | миналардың; дестелермен және возмож кесек қабық контакті аз уақыты келеді УНРСпен сондай ен кесек отливаемогосы жетіспеушілікпен 800 мм. жетеді үстіңгі жарылулардың білім носты кесек жіңішке қалыптасушы қабықтары түр өзгерту жанында
Жолақтардың құюы үшін қызмет етеді және баулардың. Бұларды құруларда сұйық метал айналған бетке әпереді айнала салқындатылытын бар горизонтальдық осьтары УНРСпен сондай бана. екі бір түрді өңделген: - чительным доңғалақпен (6, в-сурет) және онсыз (6,б-сурет). Дабыл диаметрмен ішінен қуыс 1 м, болат жапырақтан оның жұмысшы беті сумен суылады, не обеспе чивает төменгі бет салқындау жолақ отливаемойы; жолақ жоғарғы сыртқы беті кейде суытады дой, форсункалармен ұнтақталушының, немесе салғырт газ селімен.
Жолақ контактісі аймақтарының бойлық артуына арналған шек қоятын доңғалақ басқа 12(6- сурет) тіреу доңғалақтармен жабдықталған. шешілетін сына арқасында ағып жатқан жолақ дабылдан бөлінеді. Дабылдың айырылуынан кейін жолақ созған дөңгелек және жіп орауға арналған затқа содан соң, жолақ шумақталған рулонға түседі.
Қалай сұйық метал әпереді өрлеп келе жатқанды, дәл осылай және төмен түсе айналған дабыл беті; мыналар жанында оның біркелкі түсуі тиісті қамтамасыз етілу барлық дабыл еніне. Құруларда шек қоятын доңғалақ бау отливаемойы (жолақтың) дабыл айналулары жылдамдықпен анықталады және санмен берілушіні балқыма дабылы бетіне. Алуына арналған мыналар жанында,балқыма қасиеттерінің тұрақтылық қажетті бау жуандықтары сырқыра (температура, сұйықағу т.б.) және автоматты бақылау сенімді жүйелері және басқарудың құюмен. Көбірек перспективалы деп құрулар есептеледі шек қоятынмен жүзбен, қайсылардың жуандық тұрақтылығы және тегіс үстінен бау носты әсерлері шоттың артынан қамтамасыз етіледі жүздің. Жолақтардың отливаемых жуандық және бауларды құрастырады 20 миллиметр үлесімен, ен 1000 мм, жылдамдық бірді жетеді ливки 10 ом миналардың және көбірек.
УНРСпен ленталықтар, жіңішке жолақтардың құюына арналған қызмет ететіндер, мо гут болу бір - және екіленталы құру (6, Г-сурет) параллель екі - жантайған болады шексіз бау, Қозғалушылар бірдеймен жылдамдықпен. Болаттан көбелек құрты немесе жаппай баулар бола алады. Ішкімен бау жақтары сумен суылады; қысу зығыр сен бау бойлай кеңейтуі 12. Құйылған жолаққа тіреу доңғалақтарды қамсыздандырады компен оның қызуы сол себепті керетін доңғалақтармен.
Метал саңылауларға ленталар арқылы немесе науа арқылы, немесе жалпақ стакандармен беріледі.
Біреудің ұқсас құрулардан жаппай баулармен ("хезелет" құрастырған США) құю жылдамдығы жанында жуандықпен жолақтарды құйып алады 4-6 дан 15м/мин.
Роторлық немесе барабанды УНРС - ленталықтар қолданады, ереже сияқты, кесектердің құюына арналған трапециевидті (таяуды тік бұрыштыға) қиманың. Бір УНРСпен сондайлардың, литейнді - жалға берілетін агрегат құрамына кіруші,.7-суретте көрсетілген Айналған құю кәсіпорны доңғалақ аралық саңылауға үстіңгі жағынан сұйық метал аралық ожаудан түседі және қозғалушы баумен. Сулы салқындатумен мыс канал тоғында бекітілген болады, боламын түрді кеңейтілетіннің трапеция үстіне, не құю барысында каналдан кесек шығуы жеңілдетеді (мөлшерлер - ). шексіз болат бау 4, дестелермен екімен доңғалақтар жуандықпен тоғынға қысылады ал үшінші қозғалтқыш десте оның керуі және толассыз қозғалысты 3 қамсыздандырады. Қозғалушы бау қысылады ду доңғалақтар, ұзындықпен кристаллизатор құрастыра, қайсыда кесек сырғанауы жоқ болады. Контакті аймағында доңғалақпен бауды сырттан суытады.
7-сурет. УНРС роторлығымен Литейно - жалға берілетін агрегат: I —болатқұюшы ковш; 2 — аралық ковш;
3 —қозғалтқыш десте; 4 -прижимные валки; 5 — лентаны салқындатқыш; 6 — бағыттаушы дөңгелек; 7 — сызықтық дөңгелек; 8 — шешілетін сына; 9 —тартушы доңғалақтар; 10 —құймаметал температурасын теңестіруші пеш; 11 — пышақтар; 12 — Тік прокатты көтерме; 13 — горизонталдық прокатты көтерме;
Төменгі бөлімде доңғалақтар кесек трапециялы каналдан алып шығады және сулысалқындатқыш арқасында жатық тарқатады және доңғалақтардың қатарының, кейін ол түседі көтерме созған. Құю жылдамдығы (кесек қозғалыс жылдамдығы) УНРСпен 4-6м/мин жетеді.3. Литейно - жалға берілетін агрегаттар.
Толассыз құю бірлесуі прокаткамен, т.с.с. прокат ыстық кесекті УНРСтан шығудан кейін, рұқсат етеді метал қызуы операциясын прокатканың алдында және, энергия бөлінулердің деңгейі көрінетін төмендету. Сондықтан аналар көптеген жылдардың чениесі литейно - жалға берілетін агрегаттардың жасауымен жұмыстарды жүргізіледі (ЛПА), УНРС біріктіретін және жалға берілетін стан. Негізгі қиындық мыналар жанында байлаулы анамен, не ско кесек қозғалыс росты УНРСпен жоғары өнімділерді кристаллизаторда кесек сырғанауымен бірнеше бірдің домалатып жазылушы дайындау қозғалыстары жылдамдық төмен жалға берілетіндерді -. УНРС үйлестіруі болат құюы жанында жалға берілетінмен - жеңілденеді құруларда соңғы жылдары бастаушылардың қолданылу кристаллизаторда кесек сырғанау, обес құю маңызды үлкен жылдамдық печивающихі, немен УНРСпен дәстүрлілер.
Жасалғандар қазіргіге ЛПА уақыттарының предусматри әдеттегі вают кесуді бөлек дайындауларға кесек отливаемогосы, салқындаусыз беріледі жалға берілетін стан және қажеттімен дауыс жаңғырады мынада - жылдамдықпен.. Қорытылатын кесек бүгілісімен - ошақтарда болат УНРСқа 120т ожауда түседі, қисықтықтың радиус бар болушы және слябымен жіңішке ливающую (қалыңдық 40-50, ені 900-1350мм) жылдамдық 2-6м/мин. Бүктелуден кейін және аударманы құйылған ұзындықпен кесектерге оны кеседі; олар онан әрі жүреді арқылы туннельдік доңғалақтықты ұзындықпен пісіру, қайсыда вырав болады температура ниваниесі -. Содан соң сляб толассыз кең жолақты четырехклетьевойда түседі стан және прокатыва ется жуандыққа дейін жолақ шығуы жылдамдығы жанында одан миналардың. Охлажде учаскесі өтуінен кейін ния жолақ жіп орауға арналған затқа түседі және рулонға шумақталады.
ЛПА тиеу прокатты құрамда бары жанында құрудан кейін 40%, - құрастырады, ол 80-85% дейін өседі.
ЛПА схемасы тағы, Жапонияда өңделген, 7-суретте көрсетілген. УНРСпен роторлық агрегат қосады (ол жоғарыда кескінделген), қайсыда шығудан кейін 160 x 130 x 128 мм. мөлшерлермен трапециевид қима кесектері құйып алады тартимын доңғалақтардың щихі 9 УНРС кесек жүреді арқылы 10 пісіру үшін сіздер температура равнивания және қайшылар 11. дайындау онан әрі жүреді тік және горизонтальдықты қыспақты көтерменің, қайсыларды трапециевидтің заготомен квадрат қалыптасады вка қимамен 120 x 120 мм.
Зауытта " электр болат " алды бір қалыпты ұзындықтарға дайындау кесу ЛПА жасалған және қаналады жайлы ЛПАға 8мм диаметрмен катанкуларды алады, қорытылатынды индукциялықтың құйғыш ожаудан. арқылы аралық метал кристаллизаторға жығылады, қайсыдан кейін кесек құрылғы созған және тіреу доңғалақтар жүреді, жылуға арналған екі индуктор, беруші дестелер, планетарлық стан, ұшатындар пышақ ницы, таза көтерменің. УНРСпен қисық сызықты негіздік радиудан құю жылдамдығы жанында көлденең қима мөлшерлерімен кесекті береді 0,7-3,5 м/мин. миналардың. Катанки шығу жылдамдығы жалға берілетіннің - - жанында 1,7м/с.
Глоссарий
1.Дайындамаларды үздіксіз құю машинасы (немесе болатты үздіксіз құю қондырғысы) сұйық металдың кристаллизация процесі және құйма дайындамалар (кейде кесек деп аталады) жасалатын үздіксіз құю агрегаты.
2.ДҮҚМ блюмды– үздіксіз құйма дайындама алу үшін жақтарының өлшемі >200мм болатын квадрат немесе тікбұрышты қима.
3.ДҮҚМ қисық сызықты – радиалды немесе тіке кристаллизаторлы,үздіксіз құйма дайындама айнымалы радиус доғасымен жүргізіледі. Қисық сызықты ДҮҚМ-ның радиалды участогінің базалы радиусының дайындама қалыңдығына қатынасы 25-тен 45-ке дейін.
4.ДҮҚМ көпбұлақты – барлық бұлақтар дайындамаларын тартып алу үшін бірнеше бұлақтардан түратын жалпы құрылғы немесе әр бұлақтың дайындамаларын тартып алатын индивид.
5.ДҮҚМ слябты – жақтарының қатынасы 2:1 және одан көп болатын тікбұрышты қималы дайындамаларды алу үшін
6.ДҮҚМ сортты – дайындамалрды үздіксіз алу үшін жақтары 200мм-ден кем өлшемді квадрат қималы немесе диаметрі 430-ден дөңгелек қима.
2. Индукциялық пеште металдың балқуы мен қызуын сипаттаңыз
Индукциялы пештер. Индукциялы пештерде металл индуктордың айналмалы өрісімен қоздырылатын тоқтарымен қыздыралады. Индукциялы пештер негізінде кедергі пештері болып табылады,бірақ қыздырылған денеге энергияның берілу әдісіне байланысты ерекшеленеді. Кедергі пештеріне қарағанда индукциялы пештерде электр энергиясы алдымен электрмагнитті,кейін электр,сосын жылу энергиясына айналады.
Индукциялы қыздыруда жылу қыздырылған металдан тікелей бөлінеді,сондықтан жылуды қолдану толық болады.Бұл жағынан қарағанда индукциялы пештер электр пештерінің ең жетілген түрі.
Индукциялы пештердің екі түрі болады: өзекшелі және өзекшесіз-тигельді(2 сур).Өзекшелі пештерде металл ішінде өзекше өтетін индуктордың айналасында сақиналы науада орналасқан.Тигельді пештерде индуктор ішінде тигель мен металл орналасқан. Бұл кезде тұйық өзекшені қолднау мүмкін емес.
3. Х18Н9 маркалы болат балқытуды айтып беріңіз
Маркасы: 12Х18Н9 (стар. 20х13н4г9, 12х17г9ан4, 10х14г14н4т) жеткізу түрі: сортты прокат, оның ішінде фасонды: ГОСТ 594975, ГОСТ 2590-2006, ГОСТ 2591-2006, ГОСТ 2879-2006. Калибрленген шыбық ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 7417-75. Тегістелген шыбық және күмісті ГОСТ 14955-77, ГОСТ 18907-73. Жапырақ қалың ГОСТ 7350-77. Жұқа парақ ГОСТ 5582-75. Жолақ ГОСТ 4405-75, ГОСТ 103-2006. Сым ГОСТ 18143-72. Соғылмалар мен соғылған дайындамалар ГОСТ 1133-71, ГОСТ 25054-81. Құбырлар МЕМСТ 9940-81, ГОСТ 9941-81, ГОСТ 14162-79 Класс: коррозияға төзімді ыстыққа төзімді Болат өнеркәсіпте пайдалану: суықтай илектелген табақ және нүктелі дәнекерленетін түрлі бөлшектер мен конструкцияларға, сондай-ақ құбырлар мен басқа да бөлшектерді дайындауға арналған беріктігі жоғары таспа; аустенитті сыныпты Болат.
Х18н9дың түрдiң болаттарының қорытуының жанында шихтада хромның құрамы деңгейде 12-14% сүйеп, жанында биiгiрек хромның құрамы хромның жоғалтуы шихтаның балқуы және балқытпаны көмiртексiздендiруде өсетiнiн болып есептеледi. Шихтасында никелдiң құрамы оның мазмұнының төменгi шегi шығарылған әдетте деңгейде болады болды. Шихтада әдетте көмiртектiң құрамы 0, 30-0, 50%, биiгiрек тең көмiртектiң құрамы балқытпаны көмiртексiздендiрудiң нридың қиыншылығы шақырады, жанында өйткенi биiк пештiң үстiнде оттектi ваннаның үрлеуi басында көмiртектiң құрамы көмiртектiң жанып тұрған шала тотығының биiк қуатты жалыны, Пеш жабдығының төмендететiн қызмет мерзiмдерi көрiнiп қалады. Плазления және шихтадағы көмiртексiздендiру хромның жоғалтуларын кiшiрейтулер үшiн жиi уақытында жоғарылатады кремнийi бар қалдықтар оның құрамына ендiре немесе арзан ферросплавтар туралы үлкен кремнидiң құрамы 1%ке дейiн кремнидiң мазмұнды. Үлкен мәннiң процесстiң көрсеткiштерiнiң техникалық-экономикалықтары жоғарылатулар үшiн балқымаға тот баспайтын қалдықтары және тотықпайтын болаттардың қалдықтарының әр түрлi түрлерiнiң тиiмдi тiркесi тиiмдi әзiрлеуi болады. Маңызды мәселелер қалдықтары шыққан қолдану амортизациялық қалдықтар әсiресе жабдық бұл шығарылған зиянды химия Қосуларының қалдық кiр басқан химия кәсiпорындарының жабдығы сала шақырады. Қайта балқыт та, (және әдетте сыйымды және аяулы операция) қалдықтардың оқ ату кесуi де такомалардың жағдайында кiр басқан қалдықтар айтарлықтай қиналады. Маңызды мәселелер жиiрек зымырандар және (мыс, вольфрам, кобальт тағы басқалар) зиянды металлдық қоспа кiр басқан ғарыштық жабдықтардың габариттi бөлiктер және қайта балқытына мүшелеулер шақырады. Есепке алу керек және мұндай қалдықтардағы улағыштық ракета отынның қалдықтарының болуы мүмкiн бар болуы. Қалдықтарының қолдануының маңызды мәселесiнiң өз шешiмi тот баспайтын күтедi ядролық реакторлардың келген өз мерзiмдерiнен болды. Мұндай қалдықтар бағытталған (өзiмнiң металлы яғни радиоактивтi емес) радиациямен, олардың бетiнде сыртқы немесе (тұрба) жиi iшкi ие болмайды кiрбiк радиоактивтi тұнбалықта болады. Келген ядролық реакторлардан тот баспайтын қалдықтарының саны тек қана мың тонналармен бiздiң елде саналады, ол үздiксiз үлкеедi. Талпыныстар ағызу мәселенi жолымен радиоактивтi судың тотықпайтын болаттарынан келген бөлшектердi бетiнен қабаттай аз тиiмдi және сұйық радиоактивтi қалдықтардың сандарын кенет үлкейтедi шешу.








