 2020-09-24
2020-09-24 212
212Контрольные карты являются одним из наиболее важных инструментов статистического управления качеством. Впервые этот инструмент был предложен в 1924 г. Уолтером Шухартом, молодым физиком, сотрудником лаборатории А. Белла (изобретателя телефона). Большое значение в решении проблем качества приобретает обеспечение точности и стабильности технологических процессов, особенно тех параметров, которые имеют существенное влияние на эксплуатационные показатели выпускаемой продукции. Контрольные карты предназначены для оценки нахождения технологического процесса в статистически управляемом (устойчивом) состоянии. В отличие от предыдущих статистических инструментов контроля они позволяют отслеживать состояние процесса во времени и более того – воздействовать на процесс до того, как он выйдет из-под контроля. В основе использования контрольных карт лежит теория изменчивости или вариабельности. Основные положения теории следующие:
¾ изменчивость присутствует всегда;
¾ у каждой изменчивости есть причина;
¾ причины бывают разные: обычные, являющиеся неотъемлемой частью данного процесса и внутренне ему присущие, это бесчисленный набор разнообразных причин, присутствующих постоянно, которые нелегко или невозможно выявить. Каждая из таких причин составляет очень малую долю общей изменчивости, и ни одна из них не значима сама по себе;
¾ «неслучайные» или «особые» причины, которые возникают из-за внешних по отношению к процессу воздействий на него и не являются его неотъемлемой частью. Они связаны с приложением к процессу незапланированных воздействий, не предусмотренных его нормальным ходом; к неслучайным или особым относятся так называемые «сезонные» причины, регулярно возникающие, но закономерность их возникновения и последствия могут быть заранее определены и предотвращены; также к особым можно отнести причины излишнего регулирования, когда сами операторы, руководители процесса вносят изменения.
Теория контрольных карт различает два вида изменчивости. Первый вид – изменчивость из-за «случайных (обычных)» причин. Второй вид – реальные перемены в процессе вследствие особых причин. Разделение причин вариаций на два указанных вида принципиально потому, что борьба с вариабельностью процесса в этих двух случаях требует различного подхода. Специальные причины вариаций требуют локального вмешательства в процесс, тогда как общие причины вариаций требуют вмешательства в систему. Считается, что процесс находится в статистически управляемом состоянии, если изменчивость вызвана только случайными причинами. При определении этого приемлемого уровня изменчивости любое отклонение от него считают результатом действия особых причин, которые следует выявить, исключить или ослабить. Если процесс находится в статистически управляемом состоянии, можно предсказывать его ход до тех пор, пока неслучайные (особые) причины не станут воздействовать на него, в результате чего процесс будет выведен из статистически управляемого состояния. Такой статистически неуправляемый процесс нуждается в определенном вмешательстве для того, чтобы он стал статистически управляемым. Задача обеспечения качества изделий может быть решена лишь в условиях использования статистически управляемых процессов. Статистическое мышление – это основанный на теории вариабельности способ принятия решений о том, надо или не надо вмешиваться в процесс, и если надо, то на каком уровне. Преимущество контрольной карты – простота ее построения и применения. Однако контрольная карта – только часть полной системы анализа процесса.
Контрольные карты Шухарта могут быть применены в задачах: анализа состояния технологического процесса (обычно за прошедший период времени) с целью обнаружения дестабилизирующих воздействий (факторов, причин); слежения за состоянием технологического процесса с остановками или корректировками (регулировками) процесса в случае необходимости.
Контрольная карта (Рис.12) представляет собой специальный бланк, на котором проводится центральная линия и две линии выше и ниже средней, называемые верхней и нижней контрольными границами. На карту точками наносятся данные измерений или контроля параметров и условий производства. Контрольные карты дают возможность определить: статистически управляем процесс (управляем) или нет на основе анализа получаемых графиков: если точки графика выходят за контрольные границы или в структуре графика присутствуют структуры, определенные стандартом, то можно сделать вывод о наличии особых причин изменчивости. При построении контрольных карт используют выборки от 5 до 20 шт., которые берутся из потока объектов контроля через определенные промежутки времени.
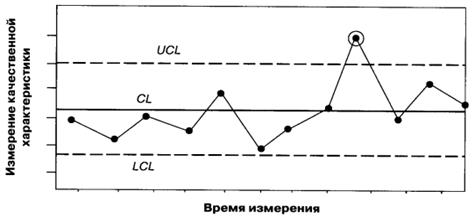
Рис.12 Контрольная карта
Контрольные карты бывают: по количественным данным, по альтернативным данным, с заданными стандартными значениями и с незаданными стандартными значениями.








