 2020-10-10
2020-10-10 753
753Тема: Сборочно-сварочные приспособления
Время выполнения заданий – 2 урок
Сборочно-сварочные приспособления являются весьма важной оснасткой сварочного производства.
Наряду с обеспечением требуемого взаимного расположения свариваемых деталей сборочно-сварочные приспособления обеспечивают:
1. уменьшение трудоемкости работ;
2. повышение производительности труда;
3. сокращение длительности производственного цикла работ;
4. облегчение условий труда;
5. повышение точности работ;
6. улучшение качества продукции; 7) сохранение заданной формы свариваемых изделий путем соответствующего закрепления их в целях уменьшения деформаций при сварке.
Сборочно-сварочные приспособления должны удовлетворять следующим требованиям:
Ø Обеспечивать доступность к местам установки деталей, к рукояткам фиксирующих и зажимных устройств, к местам прихваток и местам сварки.
Ø Обеспечивать наивыгоднейший порядок сборки и наиболее правильный порядок наложения сварных швов.
Ø Быть достаточно прочными и жесткими, чтобы обеспечить точное закрепление деталей в требуемом положении и препятствовать их деформированию при сварке.
Ø Обеспечивать такие положения изделия, при которых требуется наименьшее число поворотов как при наложении прихваток, так и при сварке.
Ø Обеспечивать свободный доступ для проверки размеров изделий.
Ø Обеспечивать легкий съем собранного или сваренного изделия.
Ø Обеспечивать безопасность выполнения сборочно-сварочных работ.
Разнообразные приспособления, применяемые для сборки и сварки, можно разделить:
на универсальные (общие) и специальные.
Универсальные (общие) приспособления могут быть применены для сборки различных изделий или узлов. Применяются они главным образом при индивидуальном производстве.
Специальные приспособления или специальные кондукторы применяются для сборки и сварки однотипных по виду и размерам или совершенно одинаковых изделий и отдельных узлов. Специальные приспособления имеют большое применение в массовом и серийном производстве.
В зависимости от вида сборочно-сварочных операций приспособления можно разбить на:
Ø опорные поверхности для сборки и сварки,
Ø фиксирующие, зажимные, стягивающие, распорные и поворотные устройства Ø специальные кондукторы и манипуляторы.
Опорные поверхности представляют собой стеллажи, сборочно-сварочные плиты, на которых производится свободная сборка и сварка конструкций и узлов. Стеллажи изготовляют из двутавров или швеллеров, уложенных на жестком горизонтальном основании.
Фиксирующие устройства представляют собой упоры, остановы, ограничители для установки в определенное положение деталей при сборке конструкций на стеллажах, сборочно-сварочных плитах или стендах.
Зажимы и прижимы служат для прочного закрепления деталей в требуемом положении при сборке и для уменьшения коробления при сварке. Зажимные приспособления довольно разнообразны. В настоящее время нашли широкое применение быстродействующие пневматические зажимы.
Стягивающие приспособления служат для получения правильного взаимного расположения деталей, обеспечивающего требуемые зазоры, перекрытия и совпадения поверхностей собираемых деталей и узлов.
Распорные приспособления служат для создания необходимого зазора или перекрытия в стыках. Для распора применяются клинья, домкраты, винты, распорные кольца и пр.
Основными приспособлениями для поворота и вращения изделий при сборке и сварке являются роликовые опоры, кантователи и поворотные кондукторы.
Кондукторы облегчают установку деталей в требуемое положение при сборке, а манипуляторы облегчают установку собранного изделия в любое положение, удобное для сварки. Кондукторы и манипуляторы широко применяются при серийном и массовом производстве.
Сварочные приспособления должны допускать свободное перемещение отдельных элементов конструкции вследствие нагрева и последующего остывания зоны сварки, а при необходимости уменьшить или по возможности исключить деформации, возникающие в сварном изделии и в самом приспособлении вследствие температурных воздействий. При сварке крупногабаритных конструкций, обладающих малой жесткостью (рамные, решетчатые, листовые), приспособления должны обеспечивать фиксацию отдельных свариваемых кромок, а не всего изделия в целом. При проектировании приспособления необходимо предусмотреть доступ к местам сварки и прихватки, быстрый отвод теплоты от мест интенсивного нагрева, сборку узла с минимального числа установок, свободный доступ для проверки размеров изделия и свободный съем собранного или сваренного изделия.
Сборку сварных конструкций в единичном и мелкосерийном производстве можно производить по разметке с применением простейших универсальных приспособлений (струбцин, скоб с клиньями), с последующей прихваткой с использованием того же способа сварки, что и при выполнении сварных швов.
В условиях серийного производства сборка под сварку производится на универсальных плитах с пазами, снабжёнными упорами, фиксаторами с различными зажимами. На универсальных плитах сборку следует вести только в тех случаях, когда в проекте заданы однотипные, но различные по габаритам сварные конструкции. При помощи шаблонов можно собрать простые сварные конструкции.
В условиях крупносерийного и массового производства сборку под сварку следует производить на специальных сборочных стендах или в специальных сборочно-сварочных приспособлениях, которые обеспечивают требуемое взаимное расположение входящих в сварную конструкцию деталей и точность сборки изготавливаемой сварной конструкции в соответствии с требованиями чертежа и технических условий на сборку.
Кроме того, сборочные приспособления обеспечивают сокращение длительности сборки и повышение производительности труда, облегчение условий труда, повышение точности работ и улучшение качества готовой сварной конструкции.
Собираемые под сварку детали крепятся в приспособлениях и на стендах с помощью различного рода винтовых, ручных, пневматических и других зажимов

Рис.1. Типы упоров в приспособлениях:
а – постоянный,б – съемный, в – поворотный,г – откидной.
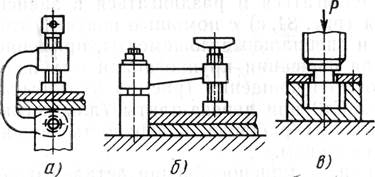
Рис.2. Винтовые прижимы:
а – откидной, б– поворотный,в – опора винта.
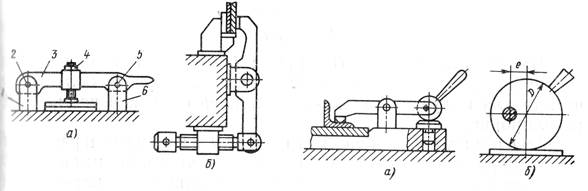
Рис.3. Рычажные прижимы:Рис.4. Эксцентриковые прижимы:
а – с регулируемым звеном, а – круглые эксцентрики,
б – комбинированный б – самотормозящие эксцентрики
Цель работы: Приобретение практических навыков в выборе приспособлений для сборочно-сварочных работ.
Ход работы:
1. Ответьте на вопросы:
1. Каково назначение фиксаторов в сборочных приспособлениях?
2. В чем заключается преимущество механизированных зажимных элементов?
3. Какие виды прижимов Вам известны? Опишите их действие.
2. Изучите конструкцию сварного узла по чертежу.








