 2020-10-10
2020-10-10 1109
1109
 Нулевая точка детали «W» определяется оператором и используется для задания координат при описании контура детали и программировании перемещений инструмента. Как правило, задается на торце заготовки (рис. 1.6). Для обозначения нулевой точки детали на чертежах карт наладки используют символ.
Нулевая точка детали «W» определяется оператором и используется для задания координат при описании контура детали и программировании перемещений инструмента. Как правило, задается на торце заготовки (рис. 1.6). Для обозначения нулевой точки детали на чертежах карт наладки используют символ.
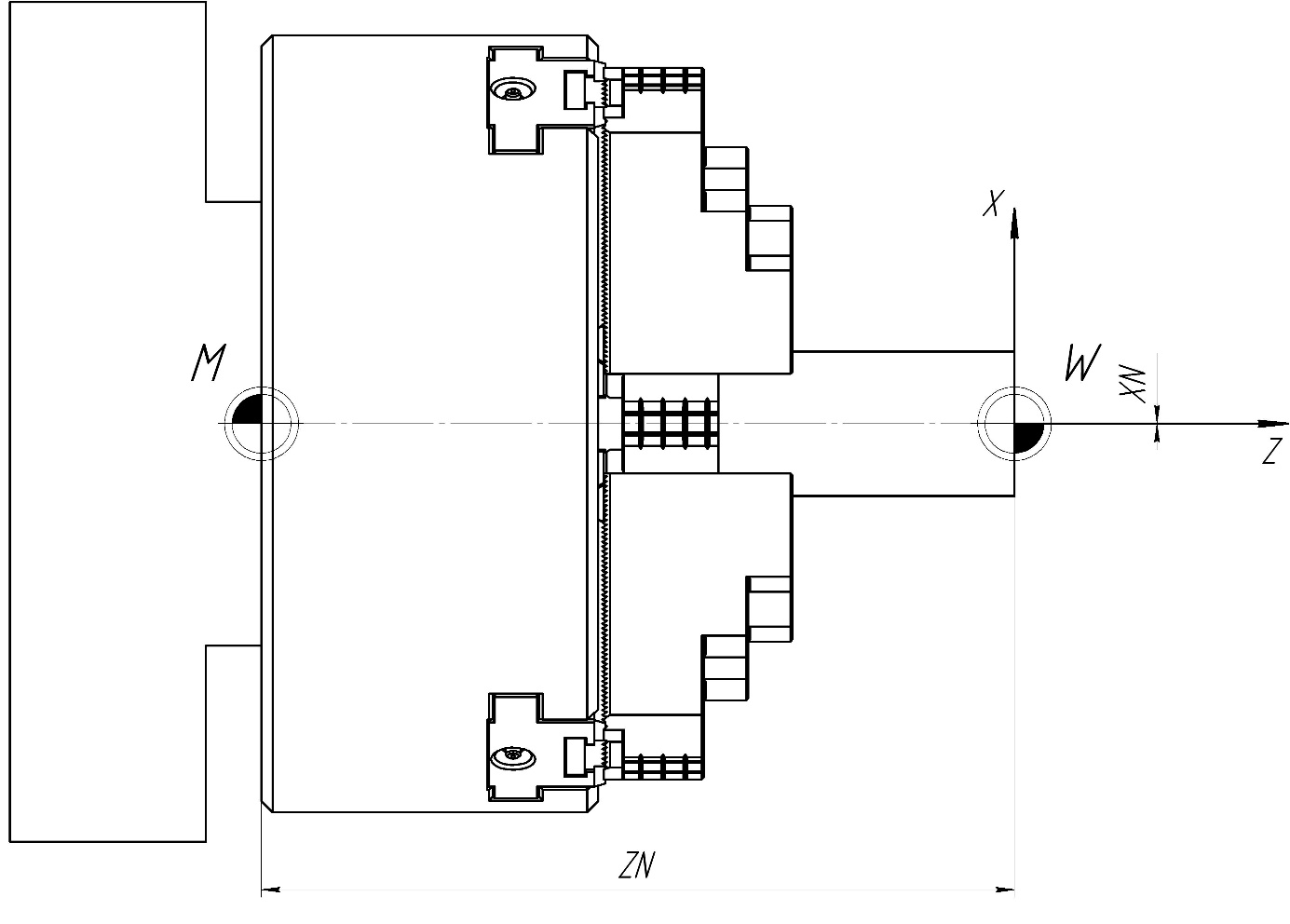
Рис. 1.6. Общий случай расположения нулевых точек станка и детали
Нулевая точка станка «М» определена производителем оборудования. Относительно нулевой точки станка задается положение нулевой точки детали в рабочей области станка (рис. 1.6).
 Нулевая точка державки инструмента «R» используется для задания положения вершины режущего инструмента (XL и ZL) (рис. 1.7). Используют следующие обозначение нулевой точки державки инструмента .
Нулевая точка державки инструмента «R» используется для задания положения вершины режущего инструмента (XL и ZL) (рис. 1.7). Используют следующие обозначение нулевой точки державки инструмента .
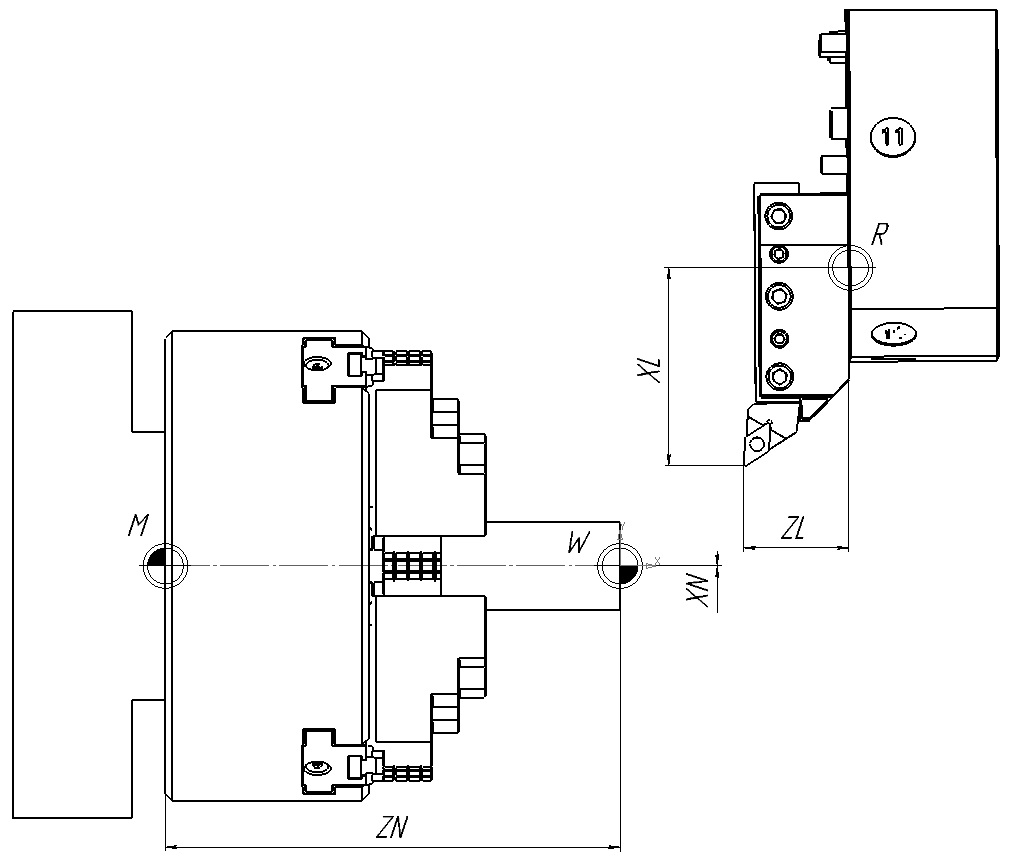
Рис. 1.7. Общая схема размерной цепи
при расчете фактического положения вершины инструмента

Используют следующее обозначение нулевой точки станка.
При наладке и программировании отображаются и задаются координаты положения вершины инструмента относительно нулевой точки детали. В процессе выполнения программы система ЧПУ отслеживает при помощи оптических линеек положение нулевой точки державки инструмента «R» относительно нулевой точки станка «M» и, учитывая смещение нулевой точки детали «W» относительно нулевой точки станка «M» и вершины инструмента (XL и ZL) относительно нулевой точки державки «R» (рис. 1.7), достигается заданное положение вершины инструмента относительно нулевой точки детали.
Большинство токарных инструментов в зависимости от вида обработки имеет различный радиус при вершине (рис. 1.8). Если программировать положение теоретической вершины режущей кромки инструмента S, то при обработки конусных и сферических поверхностей возникает погрешность (рис. 1.9).
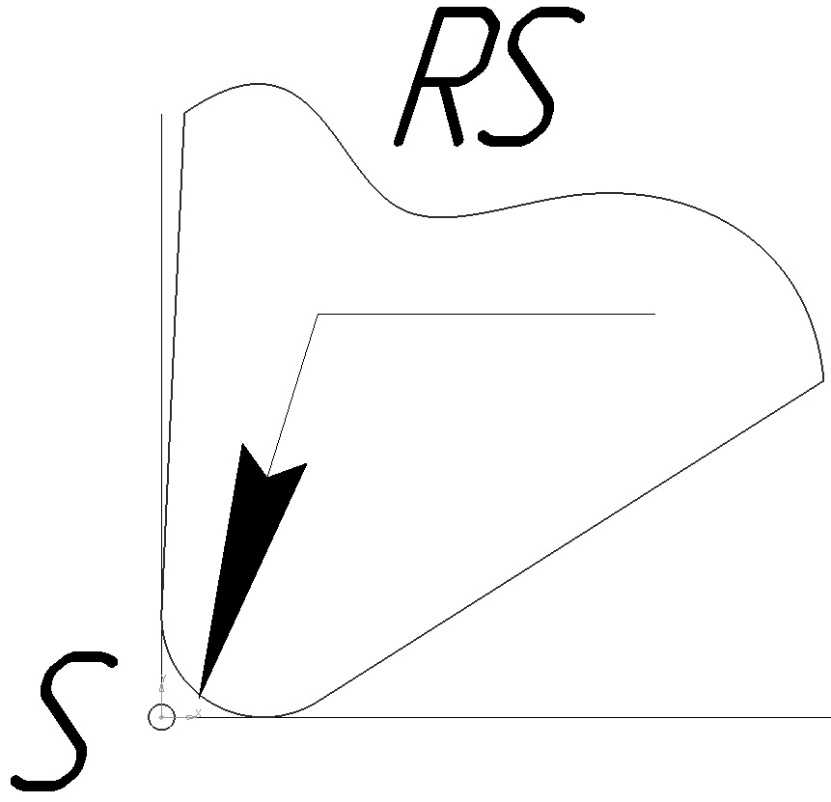
Рис. 1.8. Радиус режущей кромки
Для компенсации этих погрешностей и вычисления теоретической вершины инструмента вносят коррекцию в систему ЧПУ через параметр RS (радиус при вершине инструмента), позволяющий производить перерасчет эквидистанты при обработке заготовки в автоматическом режиме.
Рис. 1.9. Программирование конусной поверхности
Технические характеристики
токарно-фрезерного станка с ЧПУ CTX 310 ecoline
Станок CTX 310 ecoline изготовлен в соответствии с требованиями инструкции ЕС по машинному оборудованию 2006/42/СЕ, с новейшим уровнем техники и является надежным в эксплуатации. Основные технические характеристики станка CTX 310 ecoline определенны заводом-изготовителем приведены в табл. 1.1.
Таблица 1.1








