 2020-10-11
2020-10-11 295
295Для сварки балки рекомендуется использовать сварочный АвтоматА1416.
А-1416 - автомат сварочный подвесной самоходный предназначен для одно дуговой сварки и наплавки сплошной проволокой под слоем флюса.
Технические характеристики сварочного автомата А-1416:
- номинальный сварочный ток………………………….. 1000А
- номинальный режим работы, ПВ……………………….. не менее100 %
- скорость подачи электродной проволоки……………… 47-509 м/ч
- скорость сварки ………………………………………….. 12-120 м/ч
- габаритные размеры автомата, мм:
- длина, …………………………………………………….. 930 мм
- ширина,…………………………………………………… 350 мм
- высота…………………………………………………….. 1820 мм
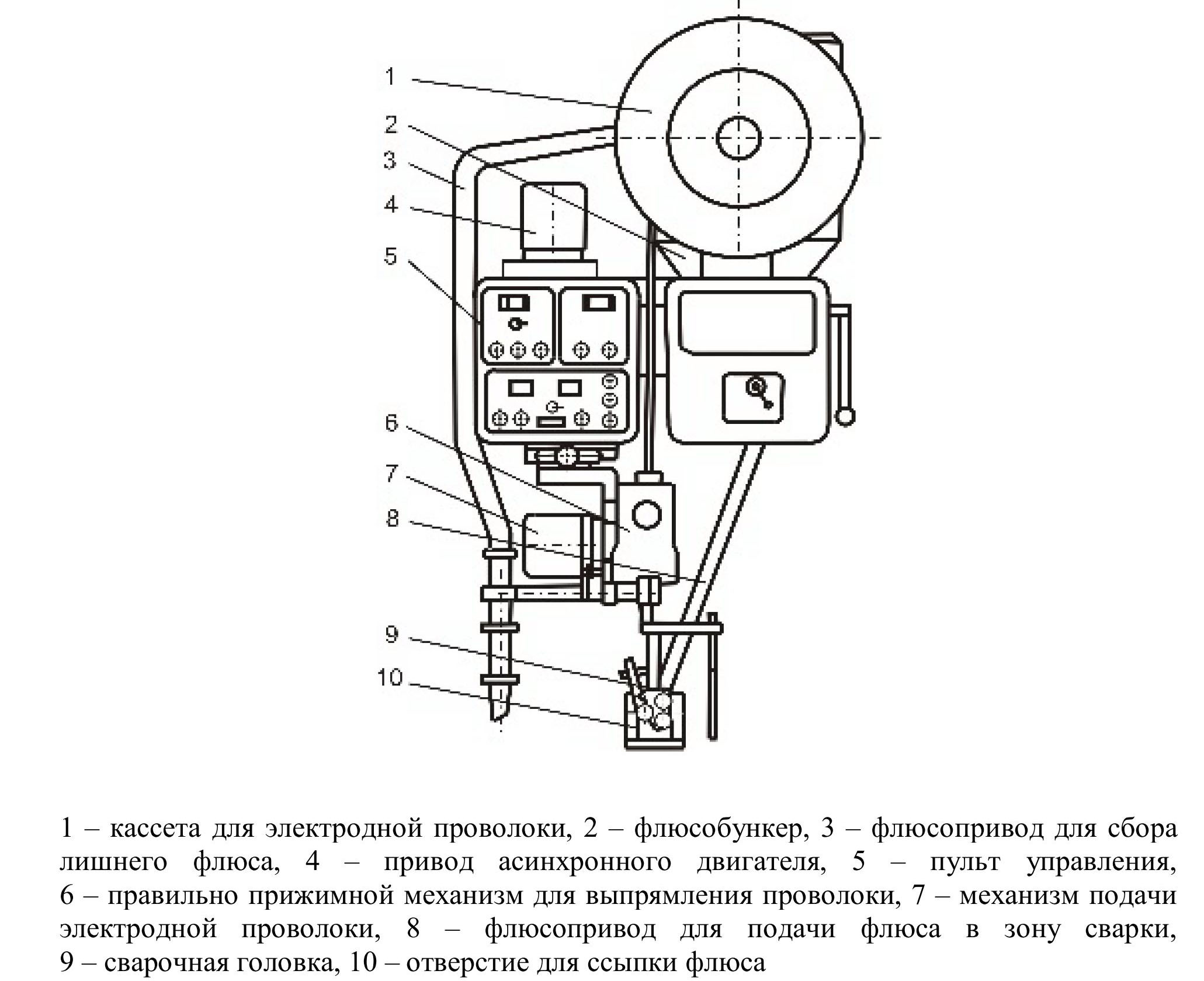
Рисунок 13 – Основные узлы сварочного автомата А-1416
Основные устройства и узлы автомата:
- флюсосистема, состоящая из флюсобункера 2, флюсоаппарата и флюсоприводов 3, 8;
- кассета 1 для электродной проволоки с тормозным механизмом против вращения кассеты по инерции;
- механизм подъема для регулирования положения мундштука по высоте (привод механический с передачей винт-гайка, а также привод асинхронного двигателя 4);
- механизм подачи электродной проволоки (привод от асинхронного двигателя 7, скорость подачи регулируется ступенчато с помощью сменных шестерен);
- правильно-прижимной механизм 6 для выпрямления электродной проволоки и прижима его к ролику механизма подачи;
- мундштук 9, у которого имеется концентрическое отверстие для ссыпки флюса 10 и поверхность с прижимным роликовым механизмом (ролик установлен на подпружиненном рычаге, через который подводится ток к электроду);
- пульт управления 5, на передней панели которого расположены все органы управления и приборы
Выпрямитель сварочный универсальный тиристорный стационарный ВДУ – 1202 с принудительной вентиляцией с падающими и двумя видами жестких характеристик предназначен для комплектации автоматов для сварки под флюсом и в среде углекислого газа.
Технические данные:
Первичная мощность, 120 кVA
Первичный ток, при номинальной нагрузке, 180 А
Номинальный сварочный ток. 1250 А
Пределы регулирования сварочного тока, 250 ÷1250 А
Номинальная продолжительность работы, ПВ, 100 %
Номинальное рабочее напряжение, 56 V
Пределы регулирования рабочего напряжения, 24 + 76 V
Напряжение холостого хода, 85 V
КПД, 83 %
Габаритные размеры, мм:
Длина 1000 мм
Ширина 685 мм
Высота 885 мм
Масса 540 кг
Установка для сборки балок
В проектируемом варианте сборку предполагается осуществлять настенде с самоходным сборочным порталом оборудованном пневмоприжимами. Стенд предназначен для сборки на прихватках двутавровых балок длиной до 14 м, высотой 260 – 1000 мм, шириной пояса до 800 мм и толщиной пояса до 50 мм.
Стенд для сборки состоит из двух основных частей:стационарного стеллажа – стенда, на котором укладывается и собираются элементы балки, и передвижного портала с пневмоприжимами для сборки двутавра. Для постановки прихваток используем полуавтомат ПДГО-508.
Установка для сварки двутавровой балки должна обеспечивать перемещение сварочного самоходного аппарата вдоль свариваемого соединения по рельсовому пути, обеспечивать установку свариваемого изделия в сварочное положение и удержание его в этом положении во время сварки. Учитывая все эти требования в данной работе производится проектирование установки, скомпонованной из типового механического и электротехнического оборудования:
Установка для сварки включает в себя:
- двухстоечный кантователь, с кольцевыми поворотными устройствами, позволяющий устанавливать и удерживать свариваемое изделие в положении удобном для сварки.
- сварочный автомат А-1416;
- тележки велосипедного типа, на которой размещена сварочная колонн; - источник питания ВДУ – 1202
Выбор такой схемы установки основывается на том, что швы сварного соединения имеют большую протяженность, из–за чего возникает необходимость точного направления электрода вдоль оси шва. Возникающие сварочные деформации в процессе сварки при большой длине швов вызывают также необходимость корректировки оси электрода вдоль оси шва.
Наличие четырех швов у свариваемого изделия вызывает необходимость в кантовке изделия после каждого наложения шва. Учитывая все эти сложности при сварке изделия, можно сделать вывод, что принятая схема сварочной установки наиболее полно удовлетворяет требованиям по устранению трудностей, возникающих при сварке.
Кантовательдвухстоечный с поворотными кольцевыми устройствами Предназначен для поворота балочных конструкций, сечение которых близко к квадратному.








