 2014-02-02
2014-02-02 7416
7416Разборные переносные конвейеры [18] различаются по количеству и конструкции скребковой цепи, профилю рештачных линейных секций, а также их расположению относительно почвы пласта (см. рис. 7.5, б). Для тонких пластов применяются скребковый конвейер типа 1СК-38М с одной горизонтально замкнутой круглозвенной целью и консольными скребками (рис. 7.9). Аналог этого конвейера 1СК-38М-10 в четырех исполнениях (табл. 7.2), применяется в лавах с индивидуальной крепью и комбайнами, работающими с почвы пласта мощностью менее 0,8 м. Недостатком конвейера типа 1СК-38 Μ (1СК-38М-10) является значительная ширина рештачного става, что обуславливает дополнительное поддержание кровли над конвейерной дорогой.
Этот недостаток, хотя и с потерей высоты загрузки, устранен в созданном на базе взаимозаменяемых рештаков с П-образными боковинами и круглозвенной цепью в новом скребковом конвейере типа СР-72 с двумя вертикально замкнутыми тяговыми органами (см. рис. 7.5,в). У конвейера СР-72 скрепление секций в продольном направлении осуществляется поставляемыми в горизонтальные проушины поворотными крючками, а фиксация верхних и нижних рештаков в поперечном направлении осуществляется устанавливаемыми удлиненными штырями в вертикальные проушины на рештаках.
Натяжение цепи конвейера типа 1СК-38М-10 осуществляется путем про-
дольного перемещения его концевой головки встроенным механизмом, передвижка приводной головки - с помощью отрезка каната, один конец которого закреплен упорой, другой - наматывается на вращающийся от редуктора специальный барабан.
Таблица 7.2 - Техническая характеристика одноцепного скребкового разборного переносного конвейера типа 1СК-38М-10 с расположением в боковине круглозвенной горизонтально замкнутой цепи
| Наименование параметра и единица его измерения | Количественное значение параметра в исполнении | |||||
| Тип исполнения | ||||||
| Производительность, т/ч | ||||||
| Длина конвейера в поставке, м | ||||||
| Скорость движения тягового органа (цепи), м/с | 0,74 | 0,83 | ||||
| Энерговооруженность, кВт | 1x30 | 2x30 | 1x30 | 2x30 | ||
| Напряжение, В | 380/660 | |||||
| Калибр цепи | 18x64 | |||||
| Шаг установки скребков, мм | ||||||
| Количество и расположение цепей | Одна в направляющих рештаков (боковине) | |||||
| Размеры рештака по боковине, мм | ||||||
| длина | ||||||
| высота | ||||||
| высота с бортами | ||||||
| ширина | ||||||
| Масса рештака, кг | 43,2 | |||||
| Масса конвейера в комплекте, τ | 13,3 | 20,5 | 13,3 | 20,5 | |||||
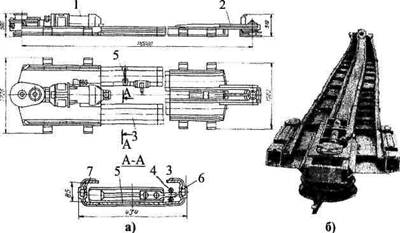
Рисунок 7.9 - Скребковый конвейер типа 1СК-38М: а - схема; б — общий вид: 1 и 2-головки соответственно приводная и концевая; 3 —рештачный став; 4 - круглозвенная цепь со скребками 5; 6 - проушина (скоба); 7 ~ штырь соединительный
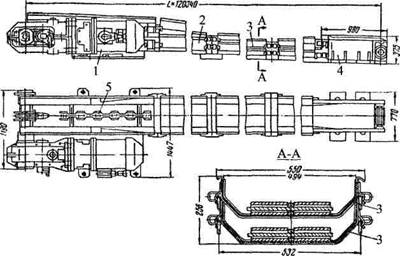
Рисунок 7.10 - Переносной скребковый конвейер типа С-53: 1 -привод;
2 — головной рештак; 3 - линейные унифицированные верхние и нижние рештаки;
4 - концевая головка; 5 -разборная скребковая литая цепь
Таблица 7.3 - Техническая характеристика одноцепного скребкового разборного
переносного конвейера типа С-50 с центрально расположенной вертикально
замкнутой круглозвенной цепью
| Наименование параметра и единица его измерения | Количественное значение параметра |
| Длина (в поставке), м | 120; 150 |
| Производительность (в т/ч) при скорости движения рабочего органа, м/с: 0,80 1,07 | |
| Калибр цепи | 18x80В, |
| Шаг установки скребков, мм | |
| Габаритные размеры, мм: рештачной секции - длина ширина высота -приводной головки рештачного става | |
| Масса конвейера (в т) при длине, м: | 9,8 11,84 |
К типу разборного конвейера с одной вертикально замкнутой центрально расположенной цепью, состоящей из фигурных литых звеньев, и взаимозаменяемыми рештачными секциями относится С-53 (рис. 7.10). Недостатком его является самопроизвольное рассоединение при работе конвейера звеньев сборной цепи. Этот недостаток вышеуказанного конвейера устранен в его аналоге С-50 путем замены цепи, собранной из фигурных литых звеньев, на круглозвенную цепь (рис. 7.11, табл. 7.3).
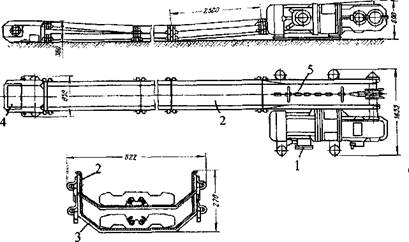
Рисунок 7.11 -Переносной скребковый конвейер типа С-50:1 - приводная головка; 2 иЗ- линейные взаимозаменяемые секции рештачного става соответственно верхнего и нижнего; 4 - концевая головка; 5 - круглозвенная разборная скребковая цепь
Скребковые конвейеры типов С-53 и С-50 многофункционального назначения. С помощью их можно также транспортировать породу и крепежные материалы.
Натяжение скребковой цепи этих конвейеров осуществляется приводом с использованием храпового механизма в редукторе и фиксирующего устройства в виде стопорной колодки. Основным недостатком при работе одноцепных скребковых конвейеров является их склонность к заштыбовке.
Состав и последовательность выполнения работ при переноске разборного скребкового конвейера типа С-50:
- прокачивание скребковой цепи вхолостую до полного удаления с рештачного става остатков угля;
- контроль за состоянием кровли и крепи;
- зачистка места на новый конвейерной дороге;
- снятие натяжения и рассоединение скребковой цепи на головке конвейера;
- последовательное рассоединение по всей длине лавы верхней (рабочей) ветви цепи на части длиною 5-8 м, высвобождение их из рештаков;
- рассоединение, снятие, переноска и выкладка линейных секций верхнего ряда на новой конвейерной дороге, их соединение;
- рассоединение нижней (холостой) ветви цепи на части, высвобождение их из рештачного става, с последовательной их укладкой и соединением во вновь выложенном ставе;
- рассоединение, высвобождение, переноска линейных секций нижнего рештачного става и укладка с соединением на новом верхнем ряду става;
- укладка и соединение скребковой цепи по ее участкам на новом верхнем ставе;
- передвижка приводной и концевой головок на новую рабочую позицию, соединение их переходных рештачных секций с линейными;
- крепление приводной и концевой головок;
- соединение свободной скребковой цепи на концевой головке;
- соединение концов цепи на приводной головке и ее натяжение;
- проверка качества сборки конвейера путем полного (на всю длину лавы) холостого прогона (прокачивания) скребковой цепи конвейера.
При переноске конвейера вся лава по длине деляется на 25-30-метровые участки (паи), на которых выполняются вышеперечисленные рабочие операции двумя горнорабочими очистного забоя.
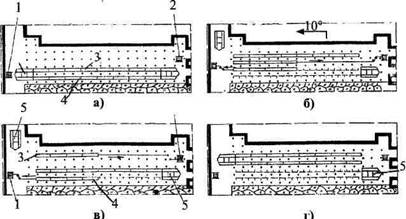
Ручная переноска конвейера весьма трудоемка, поэтому возможна реализация частичной механизации этих работ при переноске частисекций рештачного става как это осуществимо для разборных конвейеров типа 1СК-38М с применением тягальных канатных лебедок (рис. 7.12).
Многообразие типов скребковых конвейеров обусловлено различными исходными горнотехническими условиями и прежде всего требованиями по обеспечению соответствующей производительности угольного комбайна.
|








