 2014-02-02
2014-02-02 2755
2755Шлифовальные станки отличаются повышенной жесткостью, высокой точностью изготовления основных деталей, что позволяет устранить вибрации во время работы и обеспечить на этих станках предельно достижимую для механической обработки точность. Высокая производительность шлифовальных станков достигается широкой автоматизацией рабочих и вспомогательных движений, а также применением прогрессивного абразивного инструмента, позволяющего применять большие скорости резания (до 50—60 м/с) и увеличенные подачи.
Станки шлифовальной группы составляют 20—25% парка металлорежущих станков машиностроительных, в том числе и танкостроительных заводов, и являются одними из самых распространенных.
В зависимости от формы шлифуемой поверхности и вида абразивной обработки шлифовальные станки разделяют на станки для круглого шлифования (центровые и бесцентрово-шлифовальные), станки для внутреннего шлифования, плоскошлифовальные станки, станки для профильного шлифования и станки для отделочной обработки.
Круглошлифовальные станки служат для обработки наружных цилиндрических, конических и фасонных поверхностей. При обработке на этих станках деталь устанавливается, как правило, в центрах и приводится во вращение. Процесс круглого шлифования может осуществляться несколькими способами: продольным шлифованием, шлифованием врезанием и уступами.
Станки продольного шлифования применяются для шлифования цилиндрических и конических поверхностей деталей значительной длины, а также ступенчатых валов в единичном и мелкосерийном производстве.
Круглошлифовальные станки для врезного шлифования целесообразно применять для обработки ступенчатых валов в серийном и массовом производстве, а также фасонных поверхностей. Они эффективны при шлифовании больших партий жестких деталей с обрабатываемыми поверхностями значительной длины
На универсальных круглошлифовальных станках (рис 6.9) как бабкаизделия, так и бабкашлифовального круга могут поворачиваться вокруг вертикальной оси на значительный угол, что позволяет обрабатывать наряду с цилиндрическими и конические поверхности с большими углами при вершине, а также торцовые поверхности
Специальные шлифовальные станки предназначены для обработки только определенных деталей, например, для шлифования коренных шеек коленчатых валов, кулачковых валиков механизма газораспределения и т.п.
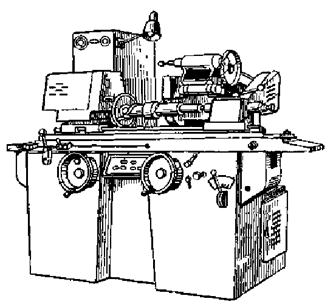
Рис. 6.9. Круглошлифовальный станок
Внутришлифовальные станки менее производительны, чем станки для наружного шлифования, и обладают меньшими технологическими возможностями. Малый абразивный круг быстро изнашивается, требует частой правки и замены. Шпиндель станка имеет значительный вылет — жесткость его меньше, а склонность к вибрациям больше. В операции шлифования соосных отверстий разного диаметра размеры круга ограничивает меньшее отверстие, причем оно должно лежать за большим, а не наоборот.
На внутришлифовальных станках с автоматизированным циклом работы подача круга, контроль диаметра отверстия, правка круга перед чистовыми проходами и выключение станка по окончании обработки, производятся без участия рабочего.
Для шлифования отверстий в крупных деталях применяют планетарно-шлифовальные станки, позволяющие не вращать деталь в процессе шлифования.
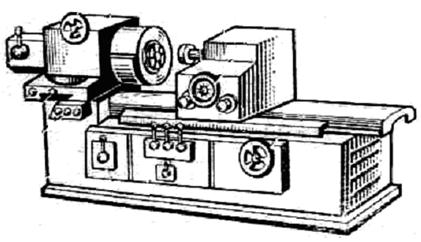
Рис. 6.10. Внутришлифовальный станок
Плоскошлифовальные станки разделяются на две группы: станки, работающие торцом круга, и станки, работающие периферией круга. Столы станков либо круглые вращающиеся, либо прямоугольные с прямолинейным возвратно-поступательным движением. Для установки и закрепления деталей, имеющих две параллельные плоскости, пользуются магнитными столами. Эти столы особенно упрощают закрепление небольших тонких деталей, однако если подобная деталь нежесткая и имеет коробление, которое должно быть устранено, то плоскости приходится обрабатывать несколько раз, попеременно шлифуя то одну, то другую сторону.
Станки, работающие торцом круга, более производительны, так как круг может перекрывать всю ширину плоскости. Но они менее точны, чем станки, работающие периферией круга.
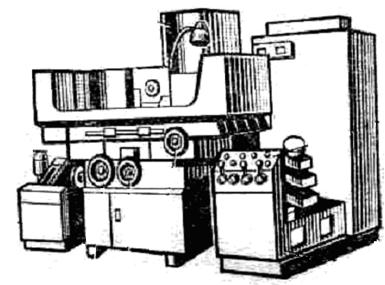
Рис. 6.11. Плоскошлифовальный станок

