 2014-02-09
2014-02-09 6485
6485*
Конструкция. В крупносерийном производстве для сверления нескольких отверстий в каждой заготовке применяют многошпиндельные сверлильные станки с горизонтальным или вертикальным расположением шпинделей, а также станки, у которых имеются одновременно горизонтальные и вертикальные шпиндели. Многошпиндельные станки служат для сверления отверстий в заготовках, соединяемых на шкантах и металлических стяжках. Для высверливания отверстий, расположенных в детали на близком расстоянии одно от другого, применяют специализированные многошпиндельные станки с групповым приводом шпинделей через шестеренную передачу.
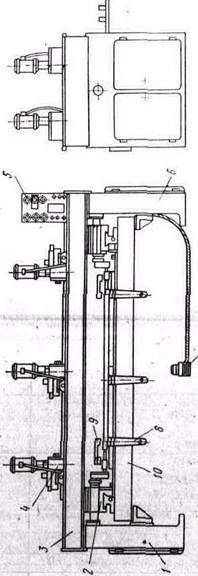
Сверлильный многошпиндельный горизонтально-вертикальный станок СГВП-1 (рис. 115) предназначен для сверления отверстий 'в щитовых заготовках одновременно на пласта и кромках.
На станин» станка установлены шесть вертикальных и четыре горизонтальных агрегатных головок с индивидуальными приводами подачи.
Станина станка состоит из вертикальных стоек 1 и 6, связанных балками 3, и напоминает по форме букву «П», внутри которой крепится стол 10. Вертикальные сверлильные головки 4 кре-шятся на балках 3, горизонтальные 2 закреплены на столе 10. Для установки заготовки на определенной высоте относительно шпинделей головок 2 предусмотрены упоры 8 с винтовым механизмом / (рис. 116), действующим через скошенный сухарь 2 на цилиндрическую штангу 3 упоров. Над упорами размещаются прижимы 9 (см. рис. 115) с пневмоприводном 8 (см. рис. 116).
Для перемещения сверлильных головок в горизонтальной плоскости имеются шестеренно-реечные механизмы 4, подача от пневмоцилиндра 5. Кроме того, горизонтальные сверлильные головки вместе со столом могут изменять свое положение и в вертикальной плоскости.
Для сверления отверстий с небольшими расстояниями между их центрами применяют двух- или трех шпиндельные насадки, представляющие собой группу шестерен, заключенных в корпус. Вал ведущей шестерни 7 закрепляется на шпинделе силовой головки с электродвигателем 6, а валы других шестерен служат шпинделями для закрепления сверл 9. Все валы-шпиндели шестерен насадок вращаются в одну и ту же сторону, для чего введены шестерни //.
Аппаратура управления станком размещается в нишах боковых стоек. Кнопки управления и сигнальные лампы выведены на панель управления. Педаль 7 (см. рис. 115) служит для включения станка.
В табл. 21 приведены технические характеристики сверлильных станков.
Настройка станков. Выбирают режим работы многошпиндельных станков,
 |
пользуясь данными, приведенными для одношпиндеольных станков.
Настройка многошпиндельных станков несколько сложнее, чем одношпиндеольных. Сначала по размеру высверливаемых отверстий подбирают сверла, устанавливают и закрепляют их в патронах. После этого на стол укладывают шаблон или деталь-образец, по которым устанавливают шпиндели. В горизонтальной плоскости поперек станка их перемещают по балкам вручную. Все шпиндели, закрепленные на одной балке, после этого передвигают в продольном направлении также вручную.
Это трудоемкая операция, поэтому многошпиндельные станки целесообразно применять только при обработке больших партий деталей.
Установив шпиндели, регулируют высоту (при электрическом управлении
станком) конечных выключателей или упоров (при
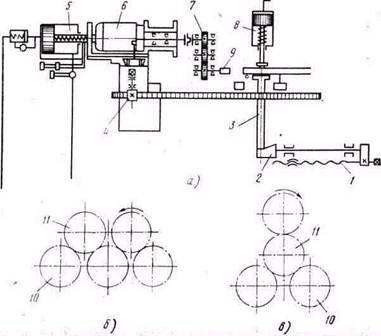
Рис. 116. Схемы сверлильной головки, упора и прижима (а) и насадок (б и в);
1 — винт механизма установки упора, 2 — сухарь, 3 — штанга, 4 — шестеренно-реечный механизм, 5 — пневмоцилиндр механизма подачи, 6 — электродвигатель, 7 — шестерня, 8 — пневмопривод, производящий зажимы, 9 — сверло, 10 — шестерни шпинделей, // — паразитные шестерни
Таблица 21. Технические характеристики сверлильных станков
| Показатели | СВП-2 | СГВП-1 | СВПГ-2 | СВПА-2 |
| Наибольшие размеры сверления, мм: | ||||
| диаметр | До 35 | |||
| длина | ||||
| глубина | ||||
| ширина | 16' | |||
| Частота вращения шпинделя, | 3000; 6000 | |||
| об/мин | ||||
| Скорость подачи, м/мин | 1,5...2 | 0...3 | ||
| Мощность электродвигателей, кВт | 2,2 | 2,2 | 4,9 | |
| Габаритные размеры, мм: | ||||
| длина | ||||
| ширина | ||||
| высот* | 1755. | |||
| Масса, кг |
подаче от гидропривода) в зависимости от требуемой величины подъема и опускания стола. Для базирования заготовок, которое должно осуществляться по двум взаимно перпендикулярным кромкам, на столе закрепляют линейки, а для закрепления заготовок устанавливают прижимы с пневмоприводном.
Настройка станка СГВП-1 начинается с выбора насадок и оправок. Если расстояние между смежными отверстиями равно или более 100 мм, можно настраивать станок без насадок. Насадки могут быть установлены как на горизонтальные, так и на вертикальные головки. После установки насадок 'поворотом рукоятки дросселей пневмопривода устанавливают скорость подачи, учитывая диаметр сверления и число установленных сверл. Затем на стол устанавливают щит-шаблон и по отверстиям в нем размещают силовые головки со сверлами. Качество настройки проверяют сверлением в щите отверстий, убеждаясь в правильности их размещения.
Работа на станках. Станочник укладывает на стол заготовку, прижимает ее к базовым линейкам и педалью включает подачу. В этот момент автоматически срабатывают прижимы, и заготовка со столом подается вверх. В крайнем верхнем положении стол останавливается. Шпиндели перемещают сверла, последние выбирают отверстия. Затем стол опускается. Когда стол занимает исходное положение, то нажимает на нижний конечный выключатель, отключающий прижимы, которые поднимаются. Станочник снимает обработанную заготовку и кладет на стол следующую. Специальными шаблонами необходимо систематически проверять правильность размеров и расположения отверстий.
На станке СГВП-1 работает один станочник. В начале работы нужяо перевести выключатель в положение «Наладка»; включением соответствующих кнопок панели проверить направление вращения всех сверл, подачу их, прижим заготовки. Затем переключатель устанавливают в положение определенного режима работы и нажимают кнопку «Пуск станка».
Одношпиндельные сверлильные станки
Конструкция. Одношпиндельные сверлильные станки выпускают как с горизонтально, так и с вертикально расположенным шпинделем. Последние применяют особенно часто. На рис.
показан станок с вертикальным расположением шпинделя 4, закрепленного подвижно и цилиндрических направляющих. На шпинделе установлен ступенчатый шкив, -связывающий его через ременную передачу с электродвигателем 7. В некоторых конструкциях станков шкивы шпинделя и электродвигателя составные, образующие в совокупности одноступенчатый ременный вариатор. Подача шпинделя со сверлом ручная, педалью 1 через рычажную систему 6 или рукояткой 5. Стол 9 подвижно установлен на станине и может перемешаться при настройке в вертикальной плоскости шестеренно-реечным механизмом, действующим от маховика 8. В горизонтальной плоскости стол перемещается от маховика 2 только при выборке продолговатых гнезд. Стол может быть установлен под углом к оси шпинделя. Обрабатываемые заготовки закрепляют на столе зажимами 3.
Рис. 114. Сверлильный станок с вертикальным шпинделем:
1 – педаль, 2, 8 – маховики, 3 – зажим, 4 – шпиндель,
,5 – рукоятки, рычаг, 7 — электродвигатель, 9 — стол
На столе выбирают круглые и продолговатые пазы диаметром (шириной) до 40 мм. В некоторых конструкциях станков для подачи шпинделя предусмотрен гидропривод.
Выбор режима работы. Подача на одни оборот сверла u0 должна быть равна 0,7... 2,2 мм при сверлении мягкой древесины и 1,0... 0,5 мм при сверлении твердой древесины. Меньшие значения берут для спиральных, большие – для центровых и других сверл, при сверлении которыми стружка легко удаляется от станка.
Скорость подачи U (м/мин) определяют по формуле
U = u0n /1000,
где п— частота вращения шпинделя, об/мин.
Настройка станков. Стол станка устанавливают по высоте так, чтобы закрепляемая иа нем заготовка.при верхнем положении шпинделя не задевала сверла. Для этого стол от сперла должен находиться на расстоянии, равном толщине заготовки плюс 15... 20 мм.
Упорная линейка должна отстоять от боковой кромки сверла на расстоянии, равном расстоянию между кромкой заготовки и кромкой отверстия. Устанавливают упорную линейку, исходя из размеров детали, указанных на чертеже, или по образцу-эталону. При выработке гнезд или параллельно расположенных отверстий упорная линейка должна быть строго параллельна направлению горизонтального перемещения стола.
Положение линейки 'проверяют, последовательно перемещая стол в крайние положения и замеряя расстояние от вертикальной плоскости линейки до кромки сверла. Если линейка параллельна направлению перемещения стола, то оба замеренных расстояния будут одинаковыми.
Упор, ограничивающий глубину внедрения сверла в заготовку. регулируют в каждом отдельном случае в зависимости от размеров и типа сверла. Для этого после настройки стола по высоте шпиндель со сверлом опускают на расстояние, равное глубине сверления плюс 10... 15 мм, и закрепляют упор.
При сверлении отверстий по торцовым ограничителям заготовку закрепляют на столе зажимом 3.
При сверлении отверстий вместо упорной линейки часто применяют кондуктор. Это приспособление состоит из плиты с закрепленными на ней втулками, оси которых размещены так же, как и оси отверстий детали.
Работа на станках. Станочник базирует заготовку по упорной линейке и зажимает ее зажимом. Затем включает электродвигатель, а на станках с гидравлической подачей.—гидропривод. Сверло надвигается на заготовку. По окончании сверления шпиндель возвращается в исходное положение и заготовку снимают со станка.
В станках с ручной подачей шпиндель со сверлом надвигают рукояткой или педалью.








