 2014-02-02
2014-02-02 1762
1762Точность является одним из основных свойств качества. Количественно она оценивается ошибкой (погрешностью) или величиной отклонения параметров от их номинальных значений. Возможные отклонения параметров определяются допуском, т. е. заранее установленным опытом или расчетом, границами изменения параметров изделия, при которых оно способно выполнять свои функции в соответствии с назначением.
Вопросы допусков наиболее полно разработаны в приборостроении для механизмов и механических устройств. Основоположником теории точности в этой области является акаденик Н. Г. Бруевич. Менее всего теория точности разработана для электронной аппаратуры. Это объясняется тем, что электронная аппаратура появилась сравнительно недавно, а ее элементная база, которая в значительной мерс определяет точность, изменяется очень быстро.
Теория точности решает следующие задачи: изучает причины возникновения ошибок, разрабатывает методы анализа и контроля точности; разрабатывает методы повышения точности.
Решение основных задач точности осуществляется через анализ точности параметров элементной базы и выходных характеристик узлов или устройств, имеющих самостоятельное целевое назначение.
Кратко остановимся на характеристике допусков, одновременно классифицируя их по месту назначения. Различают арбитражные, производственные, эксплуатационные и ремонтные допуски (рис. 1.12).
Арбитражный допуск δа — это допуск, установленный техническими условиями или стандартами для параметра изготавливаемой или разрабатываемой аппаратуры. Такой допуск иногда называют эскизным. Устанавливается он заказчиком, разработчиком или заводом-изготовителем. Указывается значение арбитражного допуска в эскизном проекте, технических условиях (ТУ) или в техническом проекте. Этот допуск корректируется в процессе изготовления и испытаний. Часто его устанавливают экспериментальным путем.
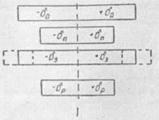
Рис. 1.12. График,поясняющий соотношения межд допусками
Производственный допуск δп определяется производственно-технологической документацией для параметра изготовляемой аппаратуры или элемента. Он корректируется в соответствии с опытом производства. Допуск устанавливается заводом-изготовителем или разработчиком, он имеет «запас надежности» на неучтенные факторы. Производственный допуск обеспечивается арбитражным допуском в зависимости от допусков элементной базы.
Эксплуатационный допуск δЭ устанавливается инструкцией по эксплуатации для параметра эксплуатируемой аппаратуры. Назначается он только для параметров, проверяемых при эксплуатации, и должен обеспечить показатель назначения. Устанавливается эксплуатационный допуск разработчиком, заводом-изготовителем или эксплуатирующей изделие организацией.
Иногда эксплуатационный допуск подразделяют на эксплуатационно-контрольный δэк и эксплуатационно-профилактический δэп-
Ремонтный допуск δp — это допуск, устанавливаемый техническими условиями на ремонт для параметра ремонтируемой аппаратуры. Устанавливается он заводом-изготовителем или эксплуатирующем организацией.
Все перечисленные допуски предназначены для обеспечения основных функциональных показателей качества, т. е. показателей назначения, устанавливаемых тактико-техническими требованиями. Для вычислительной аппаратуры это будет, например, точность вычислений, быстродействие и т. д. Часто основные функциональные показатели и показатели назначения употребляются как равнозначные, имеющие один и тот же смысл.
Ранее отмечалось, что допуски устанавливаются для параметров. Параметры, в свою очередь, делятся на выходные и первичные. Выходные параметры характеризуют целевое назначение изделия и количественно определяют показатели назначения.
Первичные параметры — это параметры, определяемые элементами конструкции и в своей совокупности в конечном итоге формирующие выходной параметр и его допуск.
Кроме приведенной ранее классификации допусков можно привести еще одну классификацию по расположению границ допусков. По этой классификации различают:
двусторонний допуск — это допуск, обе границы которого «а» и «б» находятся в конечной области распределения параметра;
односторонний—если граница «а» или «в» находится в бесконечности;
симметричный — если поле допуска расположено симметрично относительно номинального значения;
несимметричный — если «а»≠«в», но номинальное значение параметра лежит внутри поля допуска, т. е. между «а» и «в>.
Параметры элементов и деталей, выпускаемых промышленностью, обычно определяются не законами распределения и не числовыми характеристиками, а допусками на изделие. Взаимосвязь между числовыми характеристиками, законом рассеяния параметров и допусков легко установить. Предположим, что известна плотность распределения параметра f(x) (рис 1.13). Площадь, характеризующая вероятность отбраковки изделия по выходу их параметров за нижнюю границу допусков, составляет Рвых(δн). Площадь, характеризующая вероятность отбраковки изделий по выходу их параметров за верхнюю границу допуска, составляет Рвых(δв).
В реальных условиях обычно поле допуска и поле рассеяния параметра совпадают, а сам допуск при установившемся технологическом процессе больше 3σ. Поле допуска равно 2δ, поле рассеяния параметра — 2Е, номинальное значение параметра — хн, а середина поля допуска — хс, которая в рассматриваемом случае совпадает с хн.
При оценке качества функционирования аппаратуры по допускам на параметры, теория точности и надежности сливаются. Особенно это слияние очевидно при анализе постепенных отказов.
В основе оценок точности изделий лежат измерения, поэтому необходим свод определенных правил и аппарат обработки результатов измерений. Этими вопросами занимается математическая статистика.
Введем некоторые понятия и определения, которые встретятся при изложении материала. Назовем полную систему элементов изделий или чисел, подлежащих исследованиям, генеральной совокупностью. Часть генеральной совокупности, отобранной для исследований, называют выборкой. Следовательно, выборка характеризуется объемом, который должен быть таким, чтобы выборка была представительной, а ее оценка — состоятельной, т. е. довольно полно характеризующей свойства генеральной1 совокупности.
О представительности и состоятельности выборки судят по оценке, т. е. по той величине, которая получена после обработки результатов измерений.
Выборочная оценка считается состоятельной, а выборка представительной в том случае, если вероятность того, что разность между выборочным математическим ожиданием и теоретическим
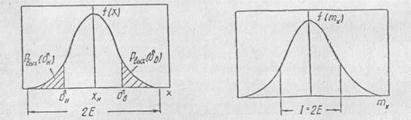
Рис. 1.13. Функция плотности распределения параметра
Рис. 1.14. График плотности распределения математического ожидания
его значением меньше некоторой наперед выбранной величины е, стремится к единице P[(mx-mT)]<ε→1, mх — выборочное математическое ожидание; mТ — теоретическое значение математического ожидания; ε—заранее установленная величина.
О несмещенности оценки судят также по математическому ожиданию. Если оно равно оцениваемой величине, то систематическая ошибка отсутствует.
За меру эффективности оценки принимают ее дисперсию. При наличии нескольких оценок более эффективной считается та, дисперсия которой меньше.
При организации выборки всегда существует ограничение на ее объем, поэтому возникает задача о достаточности объема выборки. В зависимости от ее объема выборочное математическое ожидание будет различным. Можно определить вероятность попадания математического ожидания в заданный интервал +ε, -ε, называемый доверительным. Математическое ожидание для выборок различных объектов распределяется с определенной плотностью (рис. 1.14).
Для нормального закона плотности распределения лгХу значение вероятности попадания математического выборочного ожидания в заданный интервал составит

Следовательно, задача свелась к получению функции распределения f(mx) в зависимости от количества изделий, отбираемых для проверки, а затем к определению вероятности попадания фактического математического ожидания в заданный интервал с использованием функции Лапласа Ф(ε/δх).
Прежде чем перейти к рекомендациям по формированию выборок, остановимся на некоторых оценках точности по ГОСТ 16304—74 для конкретных экземпляров продукции.
1. Коэффициент точности Ктп, представляющий собой отношение среднего квадратического отклонения а исследуемого параметра к величине поля допуска δ, т. е. Ктп=σ/δ.
2. Коэффициент точности Ктδ.., представляющий отношение абсолютной погрешности параметра к полю его допуска Ктδ=Δxi/δ.
3. Коэффициент точности Ктн, представляющий собой отношение абсолютного отклонения параметра от его номинального значения к номинальному значению XiH Ктн=Δxi/XiH, или Ктн=(Xiн-xiфакт)/Xiн, где xi — абсолютное отклонение значения измеряемого параметра от выборочного математического ожидания.
Задачи, которые возникают при измерениях и обработке результатов измерений включают ряд правил и рекомендаций. Приведем некоторые из них.
Организация отбора изделий для формирования выборки проводится с учетом следующих требований: отбор элементов случайный, при изменении конструкции или технологического процecca формируется новая генеральная совокупность, очередность поступления элементов на участок измерений не влияет на результат, т. е. она может быть произвольной.
Необходимый объем выборки зависит от имеющегося (накопленного) статистического материала. При формировании выборки должны учитываться экономические соображения, но при этом достоверность сведений, получаемых при обработке результатов измерений, должна сохраняться. Обычно в выборке участвует 25 и более изделий.
Методы оценки точности аналоговых и дискретных (цифровых) устройств имеют существенные различия, поэтому рассмотрим их раздельно.
Анализ точности аналоговых устройств может быть основан на анализе отклонений первичных параметров элементов, входящих в устройство с учетом известных функциональных связей между отклонениями первичных и выходных параметров.
При анализе точности аналоговых устройств традиционно используют основное уравнение точности, поэтому ниже приведем его вывод.
Будем предполагать, что функциональная связь между первичными параметрами xi и выходным параметром у известна: у=φ(x1,x2,…,xn).
Для аналоговых устройств в качестве выходного параметра может быть принят коэффициент усиления, а в качестве xi— параметры элементов, входящих в усилитель.
Сделаем допущение, что величины возможных отклонении первичных параметров значительно меньше их номинальных значений.
Предполагается также, что функция, устанавливающая связь между первичными и выходными параметрами, дифференцируема.
Первичные параметры имеют погрешности, обусловленные производственными факторами и изменяющимися условиями окружающей среды. Следовательно, выходной параметр тоже будет иметь отклонение от своего номинального значения, т. е. y=yн+Δy.
Связь между отклонениями, выходного параметра и отклонениями первичных параметров находится при помощи разложения функции у в окрестности номинальных значений в ряд Тейлора:
 (1.8)
(1.8)
Где φ(x1н,x2н,…,xnн) — номинальное значение выходного параметра; R — высшие составляющие разложения; ∂у/∂хi=Аi — коэффициенты влияния или чувствительности.
Вычтем из левой и правой частей уравнения (1.8) ун, ограничиваясь линейными членами, получим основное уравнение точности в абсолютных отклонениях,
 (1.9)
(1.9)
где Δхi—отклонения i-го первичного параметра; Δу — абсолютная ошибка выходного параметра.
Домножим левую и правую части уравнения на 1/ун, а затем домножим каждый член правой части на xiн/хiн, получим
Обозначим А0i=Аi(xiн/yн), — относительный коэффициент влияния i-го параметра на результирующее отклонение; αix=Δxi/xiн — относительное отклонение i-го первичного параметра; αу=Δy/yн — относительное отклонение выходного параметра.
Следовательно, с учетом принятых обозначений будем иметь αу=А01α1x+…+А0nαnx, или
Для получения более точной статистической величины погрешности необходимо проделать N опытов и обработать результаты, т. е. получить математическое ожидание ошибки и ее дисперсию. Так, для абсолютной ошибки будем иметь
 (1.10)
(1.10)
Сделав усреднение, получим

Сложив почленно слагаемые правой части (1.10), найдем усредненные значения
где j — номер опыта (эксперимента).
Следовательно, математическое ожидание отклонения выходного параметра составит

Аналогично определим дисперсию отклонения
Следовательно, результирующее значение дисперсии будет равно
Оценка точности дискретных (цифровых) устройств имеет особенности, заключающиеся в том, что отклонения и флюктуации первичных параметров не влияют на работу дискретного устройства в том случае, если они не достигают некоторого порогового значения Uпор. И переводят его в другое состояние при достижении этого порогового значения.
Зависимость выходного напряжения Uвых дискретного устройства от входного Uвх описывается следующим образом:
Значения Uпор зависят от ряда факторов в том числе и от конструктивных, обеспечивающих, например, тепловой режим. Если тепловой режим не стабильный, то Uпор принимает случайные значения (рис. 1.15), следовательно, для того чтобы устройство
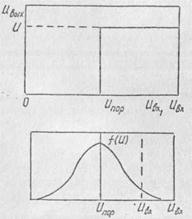
Рис. 1.15. График плотности рас- пределения срабатываний дискретного устройства
было точным, необходимо выбирать запускающий входной сигнал достаточной величины.
Дискретное устройство будем называть точным, если на каждый сигнал, поданный на его вход для перевода устройства в другое устойчивое состояние, оно устойчиво срабатывает. Зная f(Uпор), можно определить вероятность срабатывания устройства при входном сигнале UBX или при любом другом его значении:
Очевидно, устройство будет точным при Р(Uвх> Uпор)→1.

