 2014-02-02
2014-02-02 6667
6667Согласно приведенным выше исходным положениям теории производительности, для выполнения любой работы требуются определенные затраты времени:
 , (II-1)
, (II-1)
где Т — время, в течение которого производится определенная порция продукции (штуки, единицы длины, площади, объема, веса);  — время, затрачиваемое на рабочие ходы, т. е. непосредственно на обработку данной детали (время резания и деформации металла при штамповке, время, расходуемое на загиб-ку проволоки, нагрев и штамповку линзы штабика электролампы, и т. д.); tх — время, затрачиваемое на холостые ходы при выполнении всего цикла обработки детали (подвод и отвод инструмента, подача материала, включение отдельных механизмов и т. д., т. е. цикловые потери времени).
— время, затрачиваемое на рабочие ходы, т. е. непосредственно на обработку данной детали (время резания и деформации металла при штамповке, время, расходуемое на загиб-ку проволоки, нагрев и штамповку линзы штабика электролампы, и т. д.); tх — время, затрачиваемое на холостые ходы при выполнении всего цикла обработки детали (подвод и отвод инструмента, подача материала, включение отдельных механизмов и т. д., т. е. цикловые потери времени).
Так как за время Т заканчивается обработка определенного количества материала — определенной «порции», то, очевидно, при установившемся режиме работы машин для обработки следующей такой же порции потребуется то же самое время Т.
Производительностью рабочей машины называется количество продукции, выдаваемой в единицу времени.
Для того чтобы количественно оценить производительность любой машины, необходимо выпущенную продукцию отнести к отрезку времени, за который эта продукция произведена.
Если за период рабочего цикла Т машина выпускает одно изделие или порцию изделий, то ее цикловая производительность (при условии бесперебойной работы)
 (II-2)
(II-2)
Если за период рабочего цикла Т машина производит не одно, ар изделий, то цикловая производительность
 (II -3)
(II -3)
Очевидно, что в зависимости от целевого назначения рабочей машины, от вида обработки, количество обработанной продукции машин может измеряться в различных единицах (штуках, единицах длины, объема, веса и т. д.). В качестве единицы времени в теории производительности принята минута; кроме того, в производственных условиях относят количество выпущенной продукции к одной рабочей смене, одному часу и т.д.
Так как в машиностроении значительную часть представляет штучная продукция, то здесь в основу взята штучная производительность, количество изделий, изготовленных в единицу времени:
Q [шт/мин], [шт/мин].
Если в машине отсутствуют холостые ходы: tx = 0, T = tp и технологической производительностью рабочей машины, она представляет собой фиктивную производительность любой машины, вычисленную без учёта потерь времени на холостые ходы tx.
Проектирование любой рабочей машины начинают с разработки технологического процесса: выбора методов и последовательности обработки, технологических баз, режущего инструмента, затем следует дифференциация технологического процесса на элементы, совмещение операций в каждой рабочей позиции, выбирают режимы обработки и т.д. В результате этого определяют длительность обработки детали, согласно технологическому процессу – время рабочих ходов. Таким образом, ещё не имея конструкции машины, можно рассчитать её технологическую производительность K (шт/ мин или шт/см.)
Так, если согласно принятому технологическому процессу длительность обработки изделия определена в tp=0,5, то, не проектируя машины, можно считать, что она не может иметь технологическую производительность выше, чем K = 2 шт/ мин.
Технологическая производительность машин зависит от обрабатываемых изделий, методов и режимов обработки. Так, при обработке резанием цилиндрических поверхностей время рабочих ходов рассчитывается по формуле:
tp =  /(ns) =
/(ns) =  ,
,
где – длина хода инструмента, мм; s – подача, мм/ об; n – частота вращения шпинделя, об/ мин; d – диаметр обрабатываемой поверхности, мм.
Отсюда K = 1/ tp = ( )/
)/ .
.
Повышение технологической производительности достигается интенсификацией режимов обработки  и
и  , применением новых прогрессивных технологических процессов, сокращением длины обработки, приходящейся на каждый инструмент
, применением новых прогрессивных технологических процессов, сокращением длины обработки, приходящейся на каждый инструмент  , совмещением операций между собой, а также и другими методами; при этом технологический потенциал производительности машины повышается.
, совмещением операций между собой, а также и другими методами; при этом технологический потенциал производительности машины повышается.
В машинах дискретного действия с холостыми ходами цикловая производительность всегда меньше технологической:
Qц =  ( II-7)
( II-7)
Таким образом, цикловая производительность рабочей машины представляет собой произведение технологической производительности K на коэффициент производительности  . Коэффициент производительности определяют отношением времени рабочих ходов к периоду цикла:
. Коэффициент производительности определяют отношением времени рабочих ходов к периоду цикла:
 =
= (II-8)
(II-8)
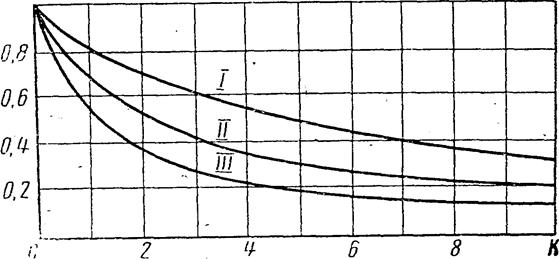
Рис. П-1. Зависимость коэффициента производительности машин  от K и tx
от K и tx
Величина  характеризует степень непрерывности протекания технологического процесса в автомате или автоматической линии. Так, коэффициент
характеризует степень непрерывности протекания технологического процесса в автомате или автоматической линии. Так, коэффициент  = о значает, что в рабочем цикле 80% составляют рабочие ходы, а 20% – холостые; следовательно, возможности, заложенные в технологическом процессе, использованы на 80%.
= о значает, что в рабочем цикле 80% составляют рабочие ходы, а 20% – холостые; следовательно, возможности, заложенные в технологическом процессе, использованы на 80%.
Чем выше степень непрерывности технологического процесса, тем удачнее решены задачи конструирований механизмов и устройств, тем выше конструктивное совершенство автомата или линии. Поэтому коэффициент производительности характеризует собой конструктивное совершенство автомата или автоматической линии, степень их приближения к системам непрерывного действия.
Таким образом, два вида производительности – технологическая и цикловая – характеризуют автомат или автоматическую линию как с точки зрения прогрессивности технологического процесса, положенного в основу линии, так и конструктивного совершенства механизмов и устройств, системы управления и т. д.
Для большинства автоматов и автоматических линий длительность рабочего цикла и всех его элементов остается неизменной в процессе работы машины, поэтому технологическая и цикловая производительности являются постоянными величинами. Исключение составляют автоматы и автоматические линии с гидравлических приводом, где длительность обработки колеблется в некоторых пределах – в зависимости от температуры и вязкости масла, степени износа инструмента, твердости заготовок и т. д.
Рассматривая уравнение (П-7), легко заметить, что коэффициент производительности одновременно зависит от величин tх и K. Если принять tх =const, то с увеличением значения К, величина коэффициента производительности уменьшается, как показано на рис. П-1, на котором три кривые (/, //, ///) соответствуют трем значениям tх. Таким образом, при повышении техноло-гической производительности, с одной стороны, увеличивается технологическая производительность, с другой – уменьшается величина коэффициента производи-тельности [см. формулу (II-7)], что ведет к понижению темпа роста цикловой производи-тельности.
Поэтому повышение производительности возможно лишь при учёте взаимодействия между указанными двумя факторами.
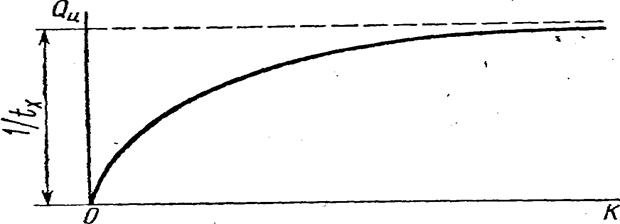
Откладывая по оси абсцисс технологическую производительность, а по оси ординат – цикловую производительность автомата или линии, получим графическое изображение (рис. П-2) основного уравнения производительности — уравнения (П-7). В то время как идеальная рабочая машина дает прямое увеличение производительности, цикловая производительность автоматов и линий с постоянными холостыми ходами имеет асимптотический характер.
Максимум производительности рабочей машины при tx = соnst (в шт/мин)
 =
=  . (П-9)
. (П-9)
Если уменьшается время холостого хода, приближаясь к нулю (tx →0), то производительность QЦ стремится к технологической:
производительность QЦ стремится к технологической:
 =
=  . (II-10)
. (II-10)
Если К и tх
и tх  0, предела повышения производительности не имеем. Таким образом, если увеличивается только технологическая производительность при tx = const, то любой конкретный автомат или линия имеет предел повышения производительности. Если наряду с увеличением технологической производи-тельности при создании новых машин сокращается время на холостые (вспомогательные) ходы, то производительность машин предела не имеет.
0, предела повышения производительности не имеем. Таким образом, если увеличивается только технологическая производительность при tx = const, то любой конкретный автомат или линия имеет предел повышения производительности. Если наряду с увеличением технологической производи-тельности при создании новых машин сокращается время на холостые (вспомогательные) ходы, то производительность машин предела не имеет.








