 2014-02-02
2014-02-02 3573
3573Метод заключается в том, что в размерную цепь включается так называемое компенсирующее звено за счет введения в конструкцию специальной детали - неподвижного компенсатора. При расчете такой размерной цепи на все ее составляющие звенья назначаются легко достижимые допуски. Требуемая точность замыкающего звена достигается за счет дополнительной обработки (пригонки) неподвижного компенсатора на сборке. В качестве неподвижного компенсатора обычно используется прокладка, постановочное кольцо или одна из деталей сборочного соединения (см. рис.5).
Достоинством этого метода является то, что он позволяет при высоких требованиях к точности замыкающего звена назначать расширенные допуски на составляющие звенья размерной цепи, благодаря чему упрощается механическая обработка деталей и сокращается трудоемкость их обработки. Недостатком метода является то, что в процессе сборки иногда приходится производить предварительную сборку, затем разборку и повторную сборку для подгонки компенсатора, что приводит к увеличению трудоемкости сборки.
Расчет размерных цепей (см. рис.6) при использовании метода пригонки осуществляется как по методу максимума и минимума, так и по теоретико-вероятностному методу.
Отличие этого метода от МГВ состоит в том, что требуемая точность выходных параметров сборочных единиц достигается подбором одного или нескольких ЭРЭ с постоянными параметрами, находящимися в разных производственных партиях. Постановка такого элемента в изделие обеспечивает частичную или полную компенсацию производственных погрешностей выходных параметров.
В качестве компенсирующего рекомендуется выбирать элемент, погрешность параметра которого оказывает наиболее сильное влияние на выходные параметры сборочной единицы.
.
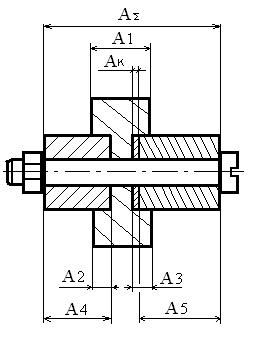
Рис.5 Эскиз сборочного узла с компенсирующей прокладкой (Ak)
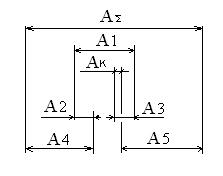
Рис.6 Схема размерной цепи
После назначения допусков на составляющие размеры размерной цепи, определяем верхние и нижние отклонения для составляющих размерных звеньев.
Предельные отклонения составляющих звеньев ∆вi и ∆нi вычисляют по формулам:

где ∆oi – координата середины поля допуска i –го звена; δi – допуск i-го звена.
Определяем диапазон регулирования компенсатора по формуле
где ξ k =+1, если компенсатор – увеличивающее звено и ξ k =-1, если компенсатор уменьшающее звено.
Определяем среднее отклонение компенсатора по формуле
Определяем верхнее и нижнее отклонения компенсатора по следующим формулам

Определяем начальную толщину компенсатора по формуле
Округляем начальную толщину компенсатора в меньшую сторону до стандартных значений толщин материала для определения толщины постоянно устанавливаемой прокладки.
Так как начальная толщина компенсатора была уменьшена в меньшую сторону до ближайшего значения толщин материала прокладки, величина диапазона регулирования изменилась. Скорректируем ее по формуле

Определяем количество сменных прокладок по формуле

Округляем S до стандартных значений толщин листового материала, в меньшую сторону. Пересчитываем число прокладок с учетом изменения их толщины. Полученное число прокладок округляем до ближайшего целого в большую сторону.
Основным преимуществом метода подгонки является возможность получения высокой точности выходных параметров сборочных единиц при больших допусках на параметры ЭРЭ.
Недостатком метода являются необходимость дополнительных работ, связанных с измерениями и подгонкой параметров сборочных единиц, высокая стоимость этих операций.

