 2014-02-02
2014-02-02 2744
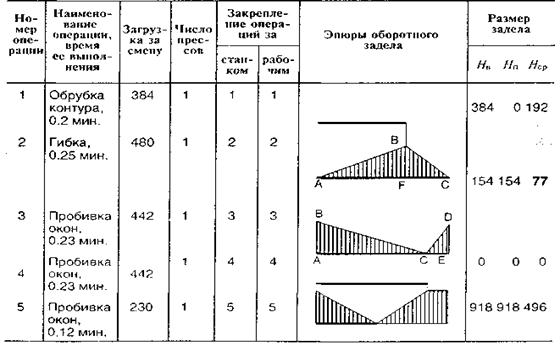
2744Данные ПСП сведены в таблицу
 |
На ОППЛ рассматриваются лишь межоперационные оборотные заделы. Они служат для выравнивания производительности двух последовательных операции, с тем, чтобы обеспечить минимальные перерывы в их работе. Обычно различают два вида межоперационных оборотных заделов на ОППЛ:
q внутренние оборотные заделы, оборот которых происходит в течение одного  ;
;
q переходящие оборотные заделы, оборот которых происходит в течение двух последовательно наступающих оборотов линии.
В общем виде для каждой пары смежных операций величина оборотного задела рассчитывается по эпюрам (площадям) образования / расходования оборотного задела. Для любого момента времени х величина задела определится равенством:
 , , |
где ТХ – время с начала оборота линии до момента времени х. НХ берется по абсолютной величине.
В примере 8 максимальная величина внутреннего оборотного задела между первой и второй операциями
 = 384 шт. = 384 шт. |
Между второй и третьей операциями переходящий задел:
 = 154 шт. = 154 шт. |
Между операциями третьей и четвертой задел отсутствует, поскольку нормы времени у этих операций одинаковы и они начинаются одновременно и т. д.
При проектировании ОППЛ для каждой пары смежных операций наибольший интерес представляет максимальная величина внутренних и переходящих заделов, достигаемая за линии. Знание этой величины необходимо для определения емкости межоперационньгх складов и для планирования рабочих мест и совершенствования планирования работы действующей ПЛ.
Средняя величина межоперационных оборотных заделов в штучном измерении и в детале-времени также определяется для любой пары смежных операций и равна величине оборотного задела в детале-времени, образующегося за весь , деленного на величину :
 , , |
где  – величина оборотного задела между j -й, j+ 1-й операциями в детале-времени.
– величина оборотного задела между j -й, j+ 1-й операциями в детале-времени.
Для рассматриваемого в примере ПСП эпюра между первой и второй операциями представляет собой площадь треугольника AВС, поэтому:
 =1 / 2AC BF = (480)(384) / 2 = 92.160 детале-мин.; =1 / 2AC BF = (480)(384) / 2 = 92.160 детале-мин.; |
 = (92.160) / (480) = 192 шт. = (92.160) / (480) = 192 шт. |
Для второй и третьей операции образование и расходование оборотного задела представлено многоугольником ABCDE и т. д. Для расчета площадей сложных фигур их разбивают на площади элементарных фигур и затем суммируют.
Средняя величина межоперационных оборотных заделов необходима для определения размеров потерь, связанных с незавершенным производством.
Расчет всех видов межоперационных оборотных заделов ПСП выполняется на основе фиксированного сочетания календарных операций. При изменении этого сочетания расчет должен быть произведен заново. Методики, позволяющие делать это, можно найти в работах проф. Б.И. Кузина. Однако на практике наибольший интерес представляет знание двух значений межоперационных оборотных заделов (максимальных и минимальных). О значении знаний максимальных заделов мы уже говорили. Знание минимальных значений максимумов оборотных заделов и соответствующих им средних величин необходимо для текущего планирования работы поточной линии, а значение максимальных значений средних оборотных заделов используется для экономического обоснования создания ОППЛ.
Существуют простые правила достижения значений этих величин на практике. В случае минимальных значений максимумов заделов сдвиги начала смежных операций при организации их выполнения должны быть минимальными. И наоборот, при максимальных сдвигах начала операций, когда операция начинается в начале периода оборота линии, а другая заканчивается в конце оборота, достигается наибольшее значение максимума оборотных заделов.
Многопредметные поточные линии (МПЛ). Многопредметными называются такие ПЛ, на которых одновременно или последовательно изготавливаются предметы различных наименований, сходные по конструкции и технологии их изготовления. Примеряются МПЛ в серийном производстве, когда, например, количество выпускаемых предметов одного наименования за соответствующий плановый период недостаточно для полной загрузки рабочих и оборудования линии.
Смена изготавливаемых на линии предметов может сопровождаться переналадкой всех или части рабочих мест линии и изменением режимов работы оборудования и линии в целом.
Существуют три вида чередования предметов на МПЛ и соответственно три вида МПЛ.
Групповая МПЛ. Групповая МПЛ – это линия, на которой каждая отдельная штука предметов различных наименований может изготавливаться одновременно с другими или последовательно без переналадки оборудования на всех рабочих местах линии. Применяются такие линии для механической обработки деталей на металлорежущих станках, и используют групповую наладку оборудования.
Такую линию можно рассмотреть как однопредметную линию, но в качестве одного предмета выступает комплект различных деталей, предусматривающий использование единой групповой наладки для их обработки.
МПЛ с последовательно-партионным чередованием предметов (переменные поточные линии). Переменные ПЛ – это линии, на которых изготавливаются предметы различных наименований последовательно чередующимися партиями, сменяющимися по всем операциям одновременно либо за сравнительно короткий промежуток времени.
В каждый момент времени на такой линии обрабатывается предмет только одного какого-либо наименования, за исключением времени смены предметов (рис. 12.8).
 |








