 2014-02-03
2014-02-03 1524
1524Свариваемые детали закрепляются в зажимах-электродах и сжимаются осевым усилием Fсв (P). Левая плита обычно неподвижна. При включении сварочного трансформатора через заготовки протекает электрический ток большой силы и низкого напряжения, нагревающий их. Наибольшее количество теплоты выделяется на стыке деталей.
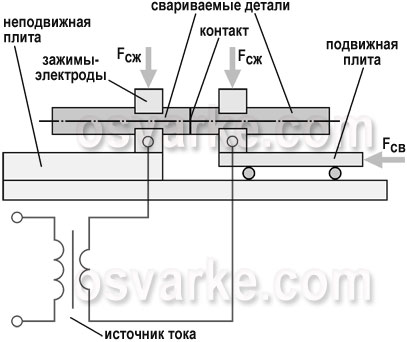
Рисунок. Схема контактной стыковой сварки
В зависимости от степени нагрева торцов заготовок различают технологии стыковой сварки сопротивлением и оплавлением.
При сварке сопротивлением детали вначале сжимают осевым усилием для образования плотного соприкосновения свариваемых торцов. Затем подается электрический ток, при прохождении которого стыкуемые поверхности нагреваются до пластического состояния. Далее выполняется осадка (сжатие нарастающим усилием) заготовок с образованием соединения в твердой фазе. При этом ток отключают до окончания осадки.
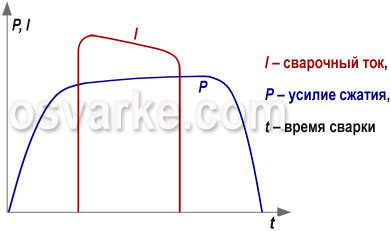
Рисунок. Циклограмма стыковой сварки сопротивлением
Сварка сопротивлением используется для соединения деталей круглого или прямоугольного сечения площадью, как правило, до 200 мм2 в зависимости от металлов. Для обеспечения равномерного нагрева торцов они должны быть точно подогнаны и предварительно очищены механическим или химическим способом.
Сварка оплавлением может осуществляться с непрерывным или прерывистым оплавлением.
При стыковой сварке непрерывным оплавлением детали постепенно сближают при включенном источнике тока. Касание торцов происходит по отдельным выступам. Поскольку площадь образующихся контактов-перемычек очень мала, то из-за высокой плотности протекающего через них тока они быстро нагреваются и расплавляются. Часть металла взрывается и в виде искр вылетает из стыка. В выбрасываемом расплаве присутствуют и загрязнения с поверхностей заготовок. Дальнейшее сближение деталей приводит к образованию и оплавлению новых контактов-перемычек. В результате этого непрерывного процесса на торцах образуется слой жидкого металла. После того, как торцы оплавятся по всей поверхности, производится осадка. Торцы быстро сближаются с большим усилием. При этом жидкий металл с оксидными пленками выдавливается из стыка наружу и при затвердевании образует грат, который обычно удаляют в горячем виде.
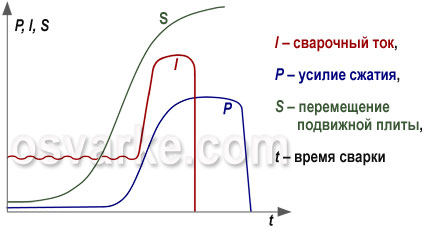
Рисунок. Циклограмма стыковой сварки непрерывным оплавлением
Для соединения заготовок с большой площадью сечения с целью уменьшения мощности оборудования применяют стыковую сварку прерывистым оплавлением. Детали при включенном токе поочередно сжимают с небольшим усилием и вновь разводят. При сжатии стыкуемые поверхности разогреваются протекающим током. При размыкании между торцами образуется электрический разряд, оплавляющий их поверхности. После нескольких повторных действий поверхности заготовок покрываются слоем жидкого металла, и выполняется осадка. Жидкий металл выдавливается из стыка, а торцы соединяются с получением сварного соединения.
Для уменьшения расхода металла предварительный подогрев производят при сближении деталей с пропусканием нескольких импульсов тока. После этого заготовки разводятся, и осуществляются оплавление и осадка.
Сварка оплавлением позволяет соединять детали с сечением сложной формы площадью до 100 000 мм2. При этом в отличие от сварки сопротивлением не требуется тщательная предварительная подготовка торцов заготовок. Данным способом изготавливают различные длинномерные изделия (трубопроводы, рельсы, арматуру железобетона и др.), детали замкнутой формы (ободья колес автомобилей, звенья цепей и т. п.), а также сложные детали из простых заготовок.
Общие требования безопасности при проведении сварочных работ регламентируются стандартом ГОСТ 12.3.003-86 «Работы электросварочные. Требования безопасности», а также стандартами ГОСТ 12.1.004-85, ГОСТ 12.1.010-76, ГОСТ 12.3.002-75.
К числу опасных и вредных производственных факторов при сварке относятся:
- опасный уровень напряжения в электрической цепи,
- повышенная запыленность и загазованность воздуха рабочей зоны,
- повышенная температура дуги и материалов,
- мощное световое и ультрафиолетовое излучение дуги,
- наличие искры брызг, которые могут вызвать пожар,
- высокое избыточное давление газов, хранящихся в баллонах, и др.
Для предотвращения влияния на здоровье человека перечисленных факторов при сварочных работах необходимо выполнять определенные требования.
В зависимости от химического состава флюсы для электрошлаковой сварки бывают следующих видов:
- высококремнистые марганцевые – АН-348, ФЦ-7 и др.;
- низкокремнистые марганцевые – АН-8, АН-22, ФЦ-21 и др.;
- низкокремнистые безмарганцевые – АН-9, АН-25 и др.;
- фторидные – АНФ-5, АНФ-14, АНФ-П и др.

Наряду с требованиями по надежной защите расплавленного металла, оптимального металлургического и химического взаимодействия и обеспечения необходимых механических свойств сварного соединения к флюсу для электрошлаковой сварки предъявляется и ряд технологических требований:
- обеспечивать стабильное протекание электрошлакового процесса;
- герметизировать полость сварочной и шлаковой ванны и предотвращать их протекание в зазор между изделием и ползунами, не отжимать ползуны;
- обеспечивать легкое отделение шлаковой корки от поверхности шва.
Данные требования являются наиболее важными и обеспечиваются, прежде всего, соответствующим выбором значений электропроводности и вязкости флюсов.
При электрошлаковой сварке выделение тепла осуществляется не дугой, а шлаковой ванной в результате прохождения через нее тока. Поэтому стабильность процесса определяется не наличием элементов с низким потенциалом ионизации, как при дуговой сварке, а электропроводностью флюса. Чем выше (до определенного уровня) электропроводность жидкого флюса, тем более устойчив процесс электрошлаковой сварки. Однако при чрезмерно высоких значениях электропроводности флюса (например, керамического, содержащего значительное количество ферросплавов) снижается тепловыделение в шлаковой ванне, что может привести к образованию непроваров.
На приведенном ниже графике видно, что наибольшей электропроводностью обладают фторидные флюсы. Они обеспечивают наилучшую устойчивость процесса электрошлаковой сварки, но получили ограниченное применение (например, для сварки высоколегированных аустенитных сталей) из-за необходимости в низком напряжении сварки, что затрудняет получение требуемого провара кромок.
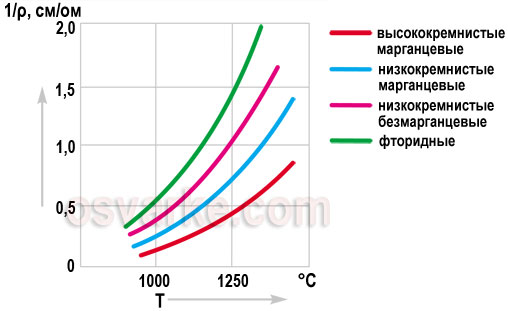
Рисунок. Зависимость электропроводности флюсов от температуры
В то же время должна быть оптимальной и вязкость расплавленного флюса. С одной стороны, он не должен быть слишком жидкотекучим, чтобы не вытекать в зазор между изделием и подвижным ползуном. С другой стороны, при высокой вязкости расплавленного флюса и быстром его затвердевании при снижении температуры может происходить отжимание ползунов от свариваемых кромок, а также возможно появление подрезов у поверхности шва и шлаковых включений. Поэтому, с точки зрения данного требования, необходимо подбирать флюсы с не очень «коротким» шлаком, т. е. вязкость которого медленно изменяется с уменьшением температуры. При этом фторидные флюсы (например, АНФ-П) оказываются наихудшими, поскольку имеют «короткий» шлак (с быстрым возрастанием вязкости при снижении температуры).
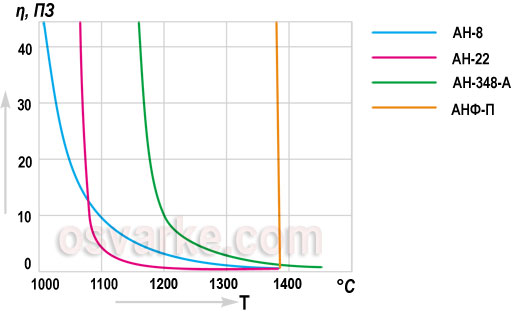
Рисунок. Зависимость вязкости флюсов от температуры
Отделяемость шлаковой корки зависит от толщины окисной пленки на поверхности металла шва и, главным образом, от содержания во флюсе оксидов марганца Mn2O3 и MnO. Чем меньше их количество во флюсе, тем лучше отделимость шлаковой корки.
Для начала электрошлакового процесса может использоваться флюс АН-25. Он является электропроводным даже в твердом состоянии в отличие от многих других флюсов, предназначенных для электрошлаковой сварки. При отсутствии флюса АН-25 возможно начало сварки с дугового процесса, который прекращается после засыпки флюса и его расплавления и переходит в электрошлаковый процесс в результате шунтирования дуги расплавленным электропроводным флюсом («твердый» старт). Часто применяется «жидкий» старт, когда заливается предварительно расплавленный флюс.
Для сварки используются как специальные флюсы (АН-8, АН-8М, АН-22 и др.), так и некоторые флюсы для дуговой сварки, пригодные для электрошлакового процесса (АН-348А, АНФ-1, ФЦ-7, 48-ОФ-6 и др.). Как и при дуговой сварке, чем более легированная сталь, тем больше фторидов CaF2 и меньше оксидов MnO и SiO2 должно содержаться во флюсе.
При сварке углеродистых и низколегированных сталей флюсы АН-8, АН-8М, АН-22, 48-ОФ-6 предпочтительнее, чем флюсы ФЦ-7 и АН-348-А. Последние менее пригодны при сварке с повышенной скоростью подачи проволоки, а также для сварки протяженными швами. Флюсы АН-22 и 48-ОФ-6, кроме того, лучше способствуют снижению содержания серы в шве. При сварке углеродистых сталей положительные результаты достигаются и с применением флюсов АН-47 и АН-348-В.
Для средне- и высоколегированных сталей используют флюсы 48-ОФ-6, АНФ-1, АНФ-7 и др. При сварке коррозионностойких сталей могут применяться флюсы марок 48-ОФ-6, АНФ-6, АНФ-7, АНФ-8, АНФ-14, а жаростойких сталей – флюсы АНФ-7, АНФ-8, АНФ-Ш, АН-292 и др. Для легированных сталей повышенной прочности (20Х2М, 25ХНЗМФА и др.) может использоваться флюс АН-9.
Электрошлаковая сварка и наплавка чугуна может выполняться с помощью флюсов АН-75, АНФ-14. Для сварки титана используют флюсы марок АНТ-2, АНТ-4 и др., для алюминия – флюсы АН-А301, АН-А302 и др.
Расход флюса при электрошлаковой сварке примерно в 10–20 раз меньше по сравнению с дуговой сваркой.
Таблица. Химический состав некоторых флюсов, применяемых при электрошлаковой сварке
| Флюс | Химический состав, % | ||||||||
| кремнезем SiO2 | глинозем Al2O3 | MnO | CaO | MgO | CaF2 | Fe2O3 ** | S | P | |
| АН-8 * | 33–36 | 11–15 | 21–26 | 4–7 | 5–8 | 13–19 | 1,5–3,5 | ≤ 0,10 | ≤ 0,12 |
| АН-22 * | 18–22 | 19–23 | 7–9 | 12–15 | 12–15 | 20–24 | ≤ 1,0 | ≤ 0,05 | ≤ 0,05 |
| АН-348-А * | 40–44 | ≤ 6 | 31–38 | ≤ 12 | ≤ 7 | 3–6 | 0,5–2,0 | ≤ 0,12 | ≤ 0,12 |
| АН-348-В * | 40–44 | ≤ 8 | 30–34 | ≤ 12 | ≤ 7 | 3–6 | 0,5–2,0 | ≤ 0,12 | ≤ 0,13 |
| ФЦ-7 | 46–48 | ≤ 3 | 24–26 | ≤ 3 | 16–18 | 5–6 | ≤ 2 | ≤ 0,1 | ≤ 0,1 |
| ФЦ-21 | 17–21 | 15–20 | 9–13 | 10–14 | 2–5 | 32–40 | ≤ 2,0 | ≤ 0,02 | ≤ 0,02 |
| 48-ОФ-6 | 3,5–6,0 | 20–24 | ≤ 0,3 | 16–20 | ≤ 2,0 | 50–60 | ≤ 1,0 | ≤ 0,025 | ≤ 0,025 |
| АНФ-1 | ≤ 1,5 | – | – | 4–6 | – | 92–96 | – | ≤ 0,05 | ≤ 0,05 |
| * – согласно ГОСТ 9087-81 «Флюсы сварочные плавленые. Технические условия» | |||||||||
| ** – для значений по ГОСТ 9087-81 содержание оксидов железа приведено в пересчете на Fe2O3 | |||||||||
| *** – для флюса АН-348-В содержание TiO2 составляет 0,5–6% по массе |
Таблица. Области применения флюсов при электрошлаковой сварке
| Флюс | Характерная область применения |
| АН-8 | углеродистые и низколегированные стали |
| АН-22 | низко- и среднелегированные стали |
| АН-348-А АН-348-В | углеродистые низколегированные стали |
| ФЦ-7 | низкоуглеродистые и углеродистые стали |
| ФЦ-21 | теплоустойчивые стали перлитного класса |
| 48-ОФ-6 | различные типы сталей (низко- и высоколегированные, углеродистые и др.) |
| АНФ-1 | высоколегированные стали |
Сварочный флюс – гранулированный порошок с размером зерен 0,2–4 мм, предназначенный для подачи в зону горения дуги при сварке. Под действием высокой температуры флюс расплавляется, при этом
- создает газовую и шлаковую защиту сварочной ванны;
- обеспечивает стабильность горения дуги и переноса электродного металла в сварочную ванну;
- обеспечивает требуемые свойства сварного соединения;
- выводит вредные примеси в шлаковую корку.
Фото. Сварочный флюс ESAB OK Flux 10.71
Сварочные флюсы классифицируются по технологии производства, химическому составу, назначению и др. характеристикам.
По способу производства сварочные флюсы делятся на плавленые и керамические (неплавленые). Рудоминеральные компоненты плавленых флюсов расплавляются в печи, а затем гранулируются, подвергаются прокалке и фракционированию. Керамические флюсы представляют собой сухие смеси компонентов, получаемые в результате смешивания минералов и ферросплавов с жидким стеклом с дальнейшей сушкой, прокалкой и фракционированием. Наиболее распространенными являются плавленые флюсы.
В зависимости от химического состава флюсы бывают оксидные, солеоксидные и солевые.
Оксидные флюсы состоят из оксидов металлов и могут содержать до 10% фторидных соединений. Они предназначены для сварки низколегированных и фтористых сталей. Оскидные флюсы по содержанию SiO2 подразделяются на бескремнистые (содержание SiO2 меньше 5%), низкокремнистые (6–35% SiO2), высококремнистые (содержание SiO2 больше 35%), а по содержанию марганца – на безмарганцевые (содержание марганца меньше 1%), низкомарганцевые (меньше 10% марганца), среднемарганцевые (10–30% марганца) и высокомарганцевые (более 30% марганца).
Солеоксидные (смешанные) флюсы по сравнению с оксидными содержат меньше оксидов и большее количество солей. Количество SiO2 в них снижено до 15–30%, MnO до 1–9%, а содержание CaF2 увеличено до 12–30%. Солеоксидные флюсы используются для сварки легированных сталей.
Солевые флюсы не содержат оксидов и состоят из фторидов и хлоридов CaF2, NaF, BaCl2 и др. Они применяются для сварки активных металлов, а также для электрошлакового переплава.
Флюсы могут предназначаться для сварки высоколегированных сталей, углеродистых и легированных сталей, цветных металлов и сплавов и т. п.
По строению зерен (частиц) сварочный флюс может быть стекловидным, пемзовидным или цементированным.
Химическая активность флюса – одна из его важных характеристик, определяемая по суммарной окислительной способности. Показателем активности флюса служит относительная величина Аф со значением от 0 до 1. В зависимости от химической активности флюсы подразделяются на четыре вида:
- высокоактивные (Аф > 0,6);
- активные (Аф от 0,3 до 0,6);
- малоактивные (Аф от 0,1 до 0,3);
- пассивные (Аф < 0,1).

