 2021-09-04
2021-09-04 69
69рическая цилиндрическая и коническая (а, б),– дюймовая цилиндрическая и
коническая (в, г); д – для шурупов и саморезов; е, ж – метрическая трапеце-
|
По числу винтовых линий на торце резьбы подразделяются на одноза-ходные и многозаходные (2 х, 3 х и т.д.).
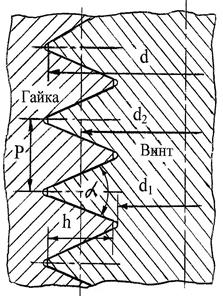
Геометрические параметры резьбы (рис.6.2.6):
- шаг резьбы Р (t или s), т.е. расстояние между
одноименными точками двух соседних вит-
- ков в осевом направлении (для многозаход-
ных резьб используется параметр ход резьбы –
расстояние между одноименными точками
одного и того же витка резьбы; у однозаход-
ной резьбы ход и шаг резьбы совпадают);
-рабочая высота профиля витка h; Рис.6.2.6.Геометрические пара-
- угол профиля витка в нормальном сечении α; метры треугольной резьбы
- наружный диаметр резьбы d;
- средний диаметр резьбы d2;
- внутренний диаметр резьбы по гайке d1;
|
|
|
- угол подъема винтовой линии β =arctg(P/(π•d2).
По основным геометрическим параметрам резьбы подразделяются на:
- метрические (шаг Р и диаметры d1, d2 и d в мм);
- дюймовые (диаметры d1, d2 и d в дюймах (″), вместо шага – количество резь-
бовых витков (ниток) на длине 1″, т.е. 25,4 мм).
Точностные параметры резьбы:
- по наружному диаметру винтов квалитеты 4; 6; 8 (в порядке убывания точнос-
ти), среднему диаметру – 4; 6; 7; 8 и буквенное обозначение ряда отклонений
h, g, e, d (в порядке увеличения зазоров);
- по внутреннему диаметру гаек 5; 6; 7, среднему диаметру – 4; 5; 6; 7 и буквен-
ное обозначение ряда отклонений H; G (в порядке увеличения зазоров).


 Точность резьб: точные ; средней точности; грубые.
Точность резьб: точные ; средней точности; грубые.
Поля допусков:
винтов………. 4h 6h; 6g; 6e; 6d; 7h 8h; 8g
гаек………….. 4H5H 5H6H; 6H; 6G 7H; 7G
При двойном обозначение поля допуска – например, 6h6g или 5Н6Н – первое обозначение относится к среднему диаметрувинтов или гаек, а второе – к наружному диаметрудля винтов или внутреннему для гаек, при одинарном обозначении – поле допусков относится к среднему диаметру винтов и гаек.
Почти все геометрические параметры большинства резьб стандартизованы: метрическая треугольная –ГОСТ 8724; трапециидальная симметричная – ГОСТ 9484; трапециидальная упорная – ГОСТ10177; прямоугольная –; круглая – ГОСТ 13536; трубная дюймовая резьба – ГОСТ 6357.
Крепежные резьбы подразделяются на:
- резьбы с крупным (нормальным) шагом (обладают большой прочностью и из-
носостойкостью и находят преимущественное применение);
|
|
|
- резьбы с мелкими шагами (для соединений малоразмерных деталей, с тонки-
ми стенками, для обеспечения малых габаритов при незначительных усилиях
затяжки, для уменьшения вероятности самоотвинчивания).
Примеры обозначения резьб:
- М12-6h6h – наружная резьбовая поверхность диаметром d=12мм с крупным шагом 6 го квалитета с отклонением по среднему и наружному диаметрам по h;
- М12-6Н6Н – внутренняя резьба диаметром d =12мм с крупным шагом 6 го ква-
литета с отклонением по среднему и наружному диаметрам по Н;
- Трап. 60•12 лев.-4h4g – наружная трапецеидальная резьба однозаходная с на- ружным диаметром d =60мм, шагом 12 мм 4 го квалитета с отклонением по
среднему диаметру по h и наружному по g;
- Пр. 50•8-6h – наружная прямоугольная однозаходная резьба с наружным диа-метром d =50мм, шагом 8 мм 6 го квалитета с отклонением по среднему диамет-ру по h;
- Труб. 1″ (G) – 6h6h – наружная трубная дюймовая резьба диаметром отверстия 1″, наружным диаметром резьбы d =33,249мм, числом ниток 11 на длине 1″ 6 го квалитета с отклонением среднего и наружного диаметров по h.
Болты, винты, стяжки и часть шпильки устанавливаются в отверстия соединяемых деталей по 2 м схемам (рис.6.7.1):


|

 2-без зазора (рис.6.2.7, б) – в этом случае затяжка винтов
2-без зазора (рис.6.2.7, б) – в этом случае затяжка винтов

 (или гаек) невелика, но достаточна, чтобы обеспечить не-
(или гаек) невелика, но достаточна, чтобы обеспечить не-
раскрытие стыка деталей (отсутствие зазора между сое-
диняемыми деталями) при действии внешней нагрузки.
Рис.6.2.7.Схема болтового соединения с зазором (а) и винтового без зазора (б)
Теоретически все крепежные резьбы удовлетворяют условию самоторможе-ния, т.е. при действии осевой силы на торец гайки или головку винта (от вибра-
ций, нагрева, изменения осевой силы или другого воздействия) гайка или винт не будут откручиваться:
β = arc tg (P/π·d2) < ρ = arc tg (f/cosα/2), (6.2.1)
где β – угол подъема винтовой линии резьбы по среднему диаметру d2;
Р – шаг резьбы;
f – коэффициент трения резьбовой пары винт-гайка;
α – угол профиля витка резьбы;
ρ - приведенный угол трения резьбовой пары.
Однако в реальных условиях при действии на резьбовые соединения пере-менных и ударных нагрузок или вибраций, изменяющих затяжку соединений, нередко происходит самоотвинчивание гайки или винта, что нарушает непод-вижность соединения и, в конечном счете, может привести к разрушению резь- бового соединения или, в худшем случае, вызвать аварийную ситуацию в рабо- те какого – либо изделия.
Крепежные резьбовые соединения, редко разбираемые, чаще всего не сма-зывают при сборке, что, с одной стороны, существенно уменьшает вероятность самоотвинчивания, с другой стороны, усложняет, пусть и редкую, разборку.
|
|
|
Для предохранения резьбовых соединений от самоотвинчивания исполь-зуются различные способы их стопорения, например:
1- жестким соединением гайки со стержнем винта или шпильки с помощью, например, устанавливаемой в паз гайки и сквозное отверстие в теле винта или шпильки шплинта (с последующим отгибом ветвей шплинта) – рис.6.2.8, а;
2- увеличением сил или моментов сил трения в резьбовой паре с помощью, например, частично разрезной деформируемой (рис.6.2.8, г, з, и) или биме-таллической (рис.6.2.8, к) гайки или пружинной шайбы - рис. 6.2.8, д; ж;
3- жестким соединением гайки или винта с одной из соединяемых деталей
с помощью, например, деформируемых лапок стопорных шайб - рис.6.2.8, б, в, рис.6.2.3, в;
4-затяжкой гайкой и контргайкой - рис.6.2.8, е.
Винты, гайки и стяжки в основном изготавливают из низко- и среднеуглеро-дистых сталей типа Ст.2, Ст.3 и Сталь10, Сталь20, Стальль35, Сталь45, а также низколегированных сталей марок Сталь35Х, Сталь40ХН, Сталь35ХГСА – для весьма ответственных резьбовых соединений резьбовые элементы иногда зака-
ливают. Пружинные шайбы изготавливаются из пружинных сталей с закалкой. Стопорные и плоские шайбы не закаливаются.
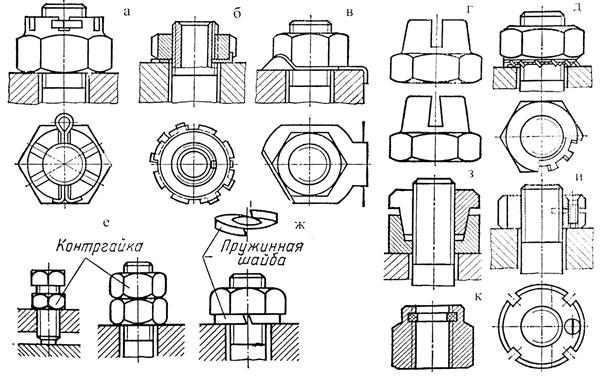
Рис.6.2.8.Схемы стопорения резьбовых соединений: а – корончатой гайкой с
шплинтом; б, в – стопорной шайбой с деформируемыми лапками; г – де-
формируемой по прорези гайкой; д – осесимметричной пружинной шай-
бой; е – гайкой и контргайкой; ж – пружинной шайбой (шайбой Гровера);
и – стяжной гайкой с разрезом; к – биметаллической гайкой (с пластмас-
совым кольцом в канавке)
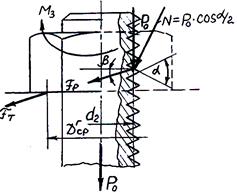
При затяжке гайки или винта в резьбовой паре возникает осевая сила Ро, сила нормального давления N и силы трения скольжения Fт, препятствующие
|
|
|
скольжению резьбовых витков, а на торце гайки (или головки винта) возникают
силы трения скольжения Fр, препятствующие вращению гайки - рис.6.2.9 (все
силы показаны как равнодействующие).
Момент закручивания гайки или головки винта резьбовых соединений зави-
сит от момента Мр сопротивления подъему витка гайки или винта при его
|
скольжении по сопрягаемому неподвиж-
ному витку резьбовой пары и момента сил
трения скольжения торца гайки или голов-
ки винта Мт по поверхности закрепляемой
детали (или шайбы, если она установлена
под гайкой или головкой винта – при этом
предполагается, что шайба не вращается
с гайкой или винтом), т.е.: Рис.6.2.9.Схема сил, действующих в
Мз= Мр+ Мт = Ро·0,5·d2·tg(β+ρ)+ резьбовом соединении
+ Ро·ƒ·0,5·Dгср, (6.2.2)
где Ро – осевая сила, с которой стягиваются соединяемые детали;
d2 – средний диаметр резьбы (по ГОСТ);
β – угол подъема винтовой линии резьбы (формула (6.2.1));
ρ – приведенный угол трения в резьбовой паре (формула (6.2.1));
ƒ – коэффициент трения пары торец гайка-соединяемая деталь;
Dгср – средний диаметр торца гайки, по которому условно действует
сила затяжки на соединяемые детали со стороны гайки (Dгср=(S+d1)/2,
здесь S – размер под ключ шестигранной гайки).
Произведя некоторые преобразования, формула (6.2.2) приобретает вид:
Мз = Ркл· ιкл = 0,5·Ро (d2·tg(β + ρ) + ƒ·Dгср), (6.2.3)
где Ркл·ιкл – соответственно прилагаемое окружное усилие и длина
ключа для закручивания гайки (или головки винта).








