 2014-02-24
2014-02-24 7941
7941При изготовлении червячных передач из-за наличия случайных и систематических погрешностей, появляющихся в системе СПИД, у обработанных изделий может возникнуть ряд погрешностей. Поэтому при контроле червячных колес и червяков проверяют следующие основные параметры:
1) биение базового торца (до нарезания зубьев) – с помощью индикатора и оправки в центровом приспособлении;
2) отклонение основного шага – шагомером по разности действительного и заданного расстояния между параллельными касательными к двум соседним одноименным профилям зубьев (рис. 3, а);
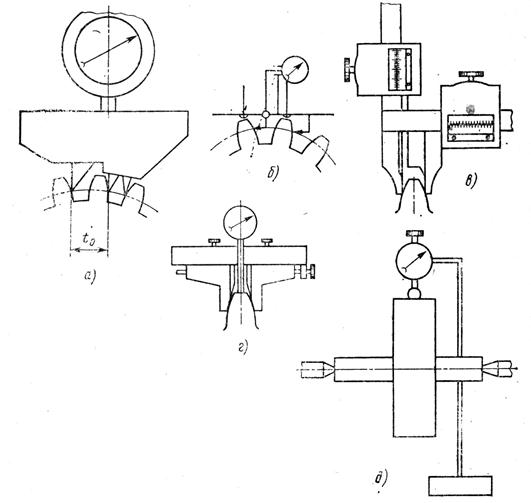
Рис. 3. Методы контроля зубчатых колес
3) накопленную погрешность окружного шага – измерением окружных шагов последовательно по всем зубьям;
4) разность окружных шагов – по разности расстояний между любыми окружными шагами по основной окружности колеса (3, б);
5) погрешность профиля – сравнением действительного с теоретическим;
6) толщину зуба по начальной окружности – оптическим методом и штангензубомером (рис. 3, в);
7)смещение исходного контура – тангенциальным зубомером (рис. 3, г);
8) радиальное биение зубчатого венца – на специальном приборе – биениемере с помощью ролика или шарика (3, д).
Правильность зацепления проверяют по шуму с помощью эталонных звуковых приборов.
Вопросы для самопроверки:
Лекция 13
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОРПУСНЫХ ДЕТАЛЕЙ
1. Характеристика корпусных деталей.
2. Материалы и заготовки для корпусных деталей.
3. Технические требования на изготовление корпусных деталей.
4. Базирование корпусных деталей.
5. Типовые маршруты изготовления корпусных деталей.
6. Контроль корпусных деталей.








