2014-02-24
2014-02-24 1804
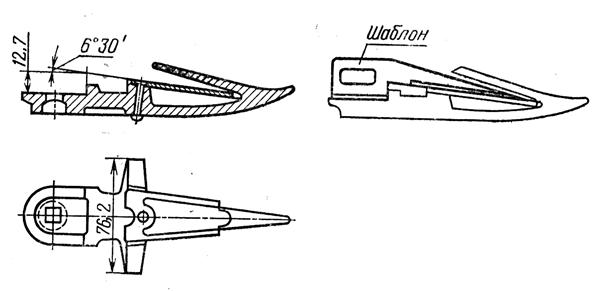
1804Для равномерного расположения пальцев вдоль пальцевого бруса между краями усиков должен быть выдержан размер 76,2 мм. Требуемая точность этого размера достигается обрубкой усиков на эксцентриковом прессе после отливки пальцев.
Рис. 3. Палец режущего аппарата и его контроль
До общей сборки производится сборка режущего ножа, пальцев и башмаков с вкладышами. При сборке режущего ножа базовой деталью является спинка 5 ножа, изготавливаемая из полосовой стали. Спинка ножа должна быть тщательно отрихтована. После предварительного изготовления отверстий к спинке ножа приклепываются сегменты 3 с помощью заклепок 6. С левого края приклепывается головка ножа. После завершения сборки производится окончательная правка ножа.
После завершения сборки проверяются равномерность расположения рабочих корпусов по ходу плуга и расположение лемехов по высоте. Носки лемеха должны лежать на одной линии. Проверка расположения лемехов производится на контрольной площадке, расчерченной на прямоугольники. Все лемеха должны прилегать к поверхности площадки (допускается просвет не более 15 мм). Затем регулируется положение предплужников.
Сборка режущих аппаратов косилки. На рис. 2 показано устройство режущего аппарата косилки. Режущий аппарат имеет пальцевый брус 11, к которому крепятся наружный и внутренний башмаки и пальцы 1 с вкладышами 2. Вдоль пальцевого бруса перемещается нож с сегментами 3, удерживаемый прижимами 7. Возвратно-поступательное движение ножу сообщается с помощью его головки.

Рис. 2. Режущий аппарат косилки:
1 – палец; 2 – вкладыш; 3 – сегмент; 4 и 6 – заклепки; 5 – спинка ножа;
7 – прижим; 8 – пластина трения; 9 – гайка; 10 болт; 11 – пальцевый брус
При сборке пальца с вкладышем базовой деталью является палец 1 (рис. 2). В него вставляется вкладыш 2 и приклепывается заклепкой с потайной головкой. Для нормальной работы режущего аппарата все вкладыши должны быть расположены на одном уровне и под одним углом. Для этого должны быть выдержаны размер 12,7 мм и угол 6°30¢ (рис. 3). Чтобы обеспечить эти требования, одновременно с приклепыванием вкладышей производится подгибка пальца (ковкий чугун или сталь) на эксцентриковом прессе с усилием 0,75-1 МН. Для контроля положения вкладыша служит шаблон, показанный на рис. 3.
Общая сборка режущего аппарата начинается с присоединения к базовой детали – пальцевому брусу всех пальцев с приклепанными вкладышами. Каждый палец закрепляется одним болтом. Одновременно с пальцами устанавливаются в соответствующих местах пластины трения 8 (рис. 2) и прижимы 7. Затем к пальцевому брусу прикрепляются наружный и внутренний башмаки, вставляется режущий нож и проверяется положение пальцев. Пальцы должны плотно прилегать к пальцевому брусу, зазоры в стыках усиков пальцев не должны превышать 0,5 мм. Отклонение в расстояниях между концами пальцев допускается не более ± 3 мм. Зазор между сегментами и прижимами ножа должен быть не более 0,5 мм. После окончательного закрепления пальцев проверяется возможность перемещения ножа от руки. К внутреннему башмаку прикрепляются крышки, удерживающие с двух сторон головку ножа.
Двигатели внутреннего сгорания изготовляются на специализированных заводах и состоят из большого числа деталей и узлов. Для моторостроительного завода двигатель является изделием, которое собирается на линии сборки. В связи с этим сборку двигателя можно подразделить на общую и узловую. На общей сборке базовой деталью является блок цилиндров. К нему в определенной последовательности присоединяются все сборочные единицы первого порядка и отдельные детали двигателя. Сборка сборочных единиц (узлов) выполняется на отдельных участках, примыкающих к линии общей сборки.
Сборка двигателей и их сборочных единиц производится на конвейерах. Общая сборка – на главном конвейере, узловая – на вспомогательных.
Несмотря на различия в мощности, размерах и конструкции, основные сборочные единицы двигателей по назначению и устройству имеют много общего, поэтому принципы и последовательность выполнения сборки различных двигателей в значительной мере сходны. Двигатель на общей сборке комплектуется из следующих основных сборочных единиц и деталей: блоков цилиндров, шатунно-поршневой группы, головки цилиндров, топливного насоса, пускового двигателя, водяного и масляного насосов, фильтров, воздухоочистителя, коленчатого и распределительного валов, картера, соединительных трубок и других узлов и деталей. Ниже рассматривается последовательность выполнения основных работ при сборке двигателя и его некоторых сборочных единиц (узлов).
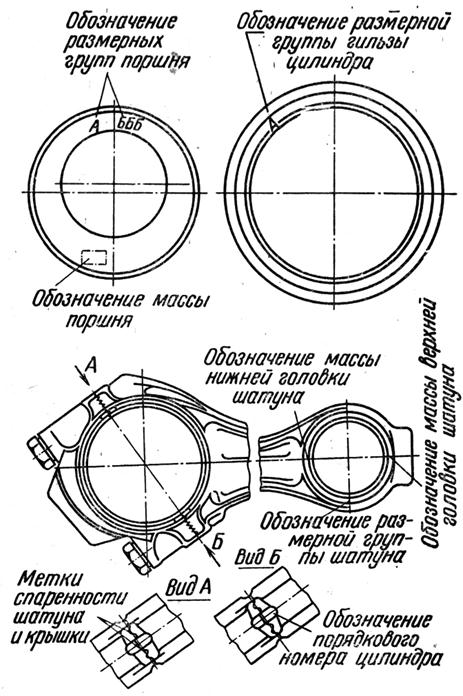
Сборка шатунно-поршневой группы. Сборка поршней с шатунами производится с учетом размерных и весовых групп шатуна, поршня, гильзы и поршневого пальца, которые указываются на обусловленных местах деталей (рис. 4).
Базовой деталью группы является поршень. Поршень перед установкой поршневого пальца нагревается. Поршневой палец, смазанный маслом устанавливается в отверстие бобышек поршня, в который предварительно вводится верхняя головка шатуна с запрессованной и окончательно обработанной втулкой. Для фиксации осевого положения поршневого пальца в отверстие бобышек вставляются стопорные кольца. Затем в нижняя головку шатуна и крышку устанавливаются вкладыши шатунного подшипника и производится предварительная сборка нижней головки шатуна. Поршень собирается с поршневыми кольцами. Для выполнения этой работы применяются специальные приемы работы, позволяющие избежать поломки чугунных колец. Установленные кольца должны быть развернуты своими замками на 120…180 ° по отношению друг к другу. Собранные поршни с шатунами поступают на общую сборку в комплекте со своими гильзами.