 2014-02-24
2014-02-24 1329
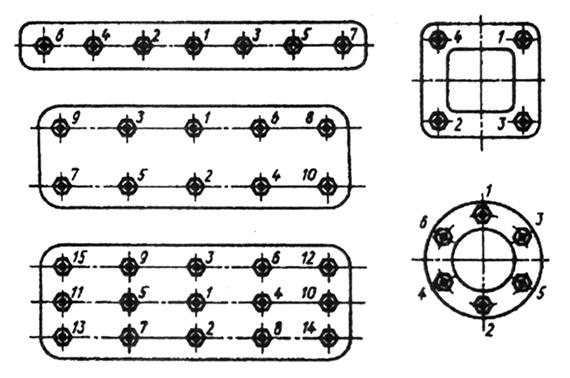
1329Рис. 10. Последовательность затяжки крепежных деталей
Рис. 9. Способы стопорения крепежных деталей
Для завинчивания шпилек используют специальные патроны, захватывающие шпильки за гладкую или резьбовую часть, и применяют ручные или механизированные инструменты (шпильковерты). Постановку шпилек проверяют на перпендикулярность положения их оси к плоскости разъема при помощи угольника, а также на величину момента затяжки (проверяют динамометрическим ключом).
Резьбовые шпильки не следует располагать близко к точным отверстиям и плоскостям, так как при их затяжке происходит выпучивание стенок детали и возникают погрешности формы точных поверхностей (например, зеркала цилиндров двигателя).
Затяжку крепежных деталей в групповом соединении осуществляют постепенно. На рис. 10 цифрами показана рекомендуемая последовательность предварительной и окончательной затяжки крепежа для устранения деформаций сопрягаемых деталей.
Требуемая затяжка ответственных резьбовых соединений обеспечивается: ограничением крутящего момента; поворотом гайки на определенный, заранее установленный угол; затяжкой с замером удлинения стержня шпильки или болта.
Для ограничения крутящего момента при ручной затяжке применяют предельные и динамометрические ключи. При использовании механизированных инструментов (электрических или пневматических гайковертов) заданный момент затяжки обеспечивают муфтами тарирования, реле тока, самоостановкой (с торможением) двигателя в конце затяжки и другими способами. В особых случаях эта затяжка дополняется затяжкой динамометрическими ключами.
Более точно величину предварительной затяжки обеспечивают дополнительным поворотом гайки на определенный угол. Гайку вначале затягивают обычным ключом, чтобы создать плотность в стыках. Затем ее ослабляют и вновь завертывают до соприкосновения торца с опорной плоскостью. После этого гайку с помощью накладного градуированного диска поворачивают на определенный угол j. Его величину в зависимости от требуемой силы затяжки определяют по формуле
 ,
,
где l – длина болта или шпильки между опорными плоскостями; Р – шаг резьбы; ЕБ, ЕД – модули упругости материала болта и скрепляемых деталей; FБ, FД – площади поперечных сечений болта и скрепляемых деталей; РЗАТ – сила затяжки.
Под величиной FД понимают ту часть площади поперечного сечения деталей, которая участвует в деформировании от затяжки болта. Обычно полагают, что деформация от гайки и головки болта распространяется в глубь деталей по конусам с углом 30 °. Приравнивая объем этих конусов к объему цилиндра, находят
 ,
,
где  (D – диаметр опорной поверхности гайки или болта); dОТВ – диаметр отверстия под болт; h1 и h2 – толщины соединяемых деталей.
(D – диаметр опорной поверхности гайки или болта); dОТВ – диаметр отверстия под болт; h1 и h2 – толщины соединяемых деталей.
Наиболее точно силу затяжки определяют по измеренному удлинению болта l по формуле
 .
.
Величину l измеряют специальным микрометром. Данный метод применяют при сборке ответственных резьбовых соединений.
При большом диаметре болтов и резьбовых шпилек (более 50 мм) затяжку часть производят после предварительного нагрева их стержня до определенной температуры пропусканием через сквозное осевое отверстие струи нагретого воздуха или пара. После остывания в стержне болта возникает необходимая сила затяжки РЗАТ. Температура нагрева
 ,
,
где a - коэффициент линейного расширения материала болта; t1 - температура окружающей среды, °С; t – температура нагрева, °С.
Равномерность затяжки резьбовых соединений зависит от метода затяжки и от качества изготовления крепежных (резьбовых) деталей.
Производительность сборки резьбовых соединений зависит от типа сборочных инструментов. Время завертывания крепежных деталей обычным гаечным ключом сокращается в 2…3 раза при использовании трещоточных ключей, в 3…5 раз при использовании торцовых коловоротных ключей и в 10…15 раз при применении механизированных инструментов (гайковертов). Многошпиндельные гайковерты дополнительно сокращают время в К раз, где К – число шпинделей гайковерта.
Повышение производительности труда сборщиков и облегчение условий их работы достигается применением технологической оснастки. К ней относят стационарные или поворотные приспособления для закрепления базовых деталей собираемых изделий, устройства для упругой подвески механизированных сборочных инструментов (пружины, пружинные балансиры), шарнирно-телескопические устройства для восприятия реактивных моментов от гайковертов, монорельсовые устройства для перемещения упругих подвесок сборочных механизированных инструментов в горизонтальном направлении при больших габаритах собираемых изделий.
При контроле резьбовых соединений проверяют наличие и правильность положения поставленных деталей, момент затяжки у ответственных изделий, герметичность соединений, последовательность затяжки крепежных деталей (в процессе сборки) и выявляют другие дефекты сборки. Перед автоматической сборкой резьбовые элементы подвергают 100 %-му контролю.
Вопросы для самопроверки:
Лекция 19








