 2014-02-24
2014-02-24 1010
10101. Ширина зазора (зависит от толщины).
| S, [мм] | 16 – 30 | 30 – 80 | 80 – 500 | 500 – 1000 | 1000–2000 |
| Bрасч | |||||
| Bсб | 19 – 20 | 24 – 25 | 28 – 32 | 36 – 40 | 40 – 42 |
При уменьшении сборочного зазора объем шлаковой ванны уменьшается, уменьшается температура разогрева металла, уменьшается глубина проплавления торцевых кромок, ухудшается форма ванны и возникает вероятность появления осевых трещин.
2. Диаметр электрода. Стандартные 2,5 – 3 мм.
3. Количество электродов. Зависит S деталей.
при S<50, n=1, Vк=0
S£150, n=0, Vк¹0
S=100¸300, n=2¸3, Vк=0
S=150¸450, n=3, Vк¹0
Если количество электродов больше 2, то рассчитывается расстояние между электродами для получения более равномерного провара:
dn-n=(S+D1-2D2)/n
S – толщина,
D1=18
D2=4¸5 при gп=2,5;
D2=0 при gп=8¸10.
4. Напряжение шлаковой ванны выбирают в зависимости от толщины металла по графику:
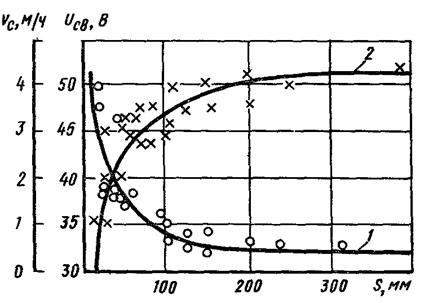
Рис. 6. Зависимость скорости сварки (1) и напряжения (2) от толщины соединяемого металла
1 – зависимость скорости сварки от толщины металла
2 – зависимость U от S
При увеличении U на шлаковой ванне увеличивается теплота, увеличивается глубина проплавления торцов, уменьшается возможность появления осевых трещин, улучшается форма. При чрезмерном возрастании U – кипение шлаковой ванны, возможность появления дугового разряда.
При уменьшении U – могут возникнуть непровары, даже замыкания.
5. Сила сварочного тока.
Iсв=А+В.S/nэ;
А=220¸280
В=3,2¸4
Iсв=2,2Vпп+90
Vпп – скорость подачи электродной проволоки.
При увеличении Iсв, увеличивается глубина проплавления торцов, возрастает подача электродов, возрастает скорость сварки.
6. Скорость подачи электродов.
Vпэ=Iсв(1,6¸2,2)
Vпэ=Uсв.Fн / åFdэ
Fн=S.b [см2]
b – расчетная
7. Скорость сварки (по графику) или по формуле:
g=7,85 г/см2
kу=1,05¸1,1
8. Глубина шлаковой ванны: 40 – 50мм. При увеличении глубины шлаковой ванны уменьшается глубина проплавления торцов, стабильность процесса увеличивается. При чрезмерном увеличении глубины шва могут возникнуть непровары.
9. Род тока – переменный трехфазный.
10. Сухой вылет электрода – расстояние от места токоподвода до шлаковой ванны. lc=60¸80.
При увеличении lc, увеличивается скорость плавления, увеличивается скорость подачи проволоки, увеличивается скорость сварки, но изменяется мундштук.
11. Скорость колебания электродов (Vкэ»40 м/ч). зависит от скорости подачи проволоки. При увеличении Vкэ глубина проплавления торцов уменьшается и наоборот. Для равномерного распределения металла электроды должны задерживаться у края ванны, время задержки электрода tп=4¸5с.
12. Флюс – расходуется очень мало, поэтому шов легировать с помощью флюса нельзя.








