 2014-02-24
2014-02-24 1429
1429Самоходные сварочные автоматы.
Классификация.
Общего назначения (универсальные) и специализированные. Основным параметром сварочных аппаратов является величина номинального сварочного тока (номинальный максимальный ток, при котором аппарат может работать долго и не перегревается).
Автоматы общего назначения классифицируются.
1) По характеру сварочных электродов: плавящиеся, неплавящиеся.
2) По способу перемещения дуги вдоль шва: подвесные, самоходные.
3) По способу защиты дуги: под флюсом, по флюсу, в защитных газах, без внешней защиты, универсальные.
4) По назначению: сварки, наплавки.
5) По способу регулировки скорости подачи проволоки и скорости сварки: с плавной регулировкой; со ступенчатой.
Автоматы с плавной регуляцией скорости подачи проволоки могут быть:
· Со скоростью подачи проволоки не зависящей от напряжения на дуге.
· Со скоростью подачи, зависящей от напряжения на дуге.
6) По количеству электродов: одноэлектродные, многоэлектродные – автоматы с расщепленным электродом (с общим источником питания) с раздельным источником питания, трехфазный.
7) По типу плавящихся электродов: проволока, лента, стержни, пластины. И по ряду других признаков.
Основные узлы:
1. Механизм подачи электродной проволоки или ленты.
2. Токоподводящие устройства (мундштуки, горелки).
3. Механизмы или системы механизмов настроечных перемещений электрода относительно шва.
4. Устройство для размещения электродного материала.
5. Флюсовая аппаратура.
6. Газовая аппаратура.
7. Самоходные тележки.
8. Системы управления сварочных автоматов (пульты, блоки, шкафы управления).
9. Источники сварочного тока.
Состоит из электродвигателя, редуктора (понижающего число оборотов); системы подающих и прижимающих роликов. Характеризуется типом, диаметром и скоростью подачи проволоки.
Принцип работы.
Электродвигатель с редуктором обеспечивает нужную скорость вращения роликов, которые тянут проволоку (ленту).
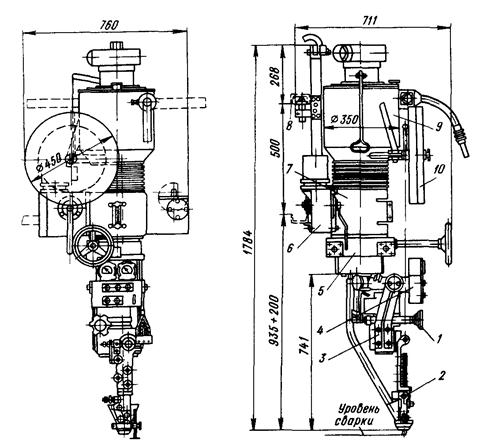
Общий вид автомата АБС приведен на рис. 28. Механизм подачи 3 состоит из электродвигателя и редуктора.Редуктор состоит из одного червячного и двух цилиндрических пар зубчатых колес, одно из которых является суэнным и служит для изменения скорости подачи электрода.
Мундштук головки 2 имеет направляющую воронку, обеспечивающую надежную концентрическую подачу флюса и являющуюся базой для крепления копира. Направление движения электрода относительно свариваемых кромок производится либо вручную с помощью корректора 1, либо механически при помощи трехропикового копира, жестко связанного с мундштуком. Ролики копира катятся по разделке впереди дуги и под действием пружины прижимаются к свариваемым кромкам.
Механизм вертикального перемещения (подъемный механизм) 5 служит для установки необходимой высоты головки над изделием. Он состоит из полого цилиндра (гильзы) 7, к нижней части которого крепится сварочная головка. Цилиндр с помощью двух реечных пар перемещается в вертикальном направлении, что позволяет регулировать высоту уровня сварки. При помощи фланца механизм прикрепляется к станку или самоходной тележке 6.-^Фланец поворачивается относительно корпуса, и это дает возможность осуществлять поворот всей головки относительно тележки или станка соответственно на 90 и 180°.
На верхней части полого цилиндра устанавливаются флюсоаппарат 9 и кассета 10 для электродной проволоки. Флюсоаппарат 9 работает по смешанной схеме, он служит для беспрерывной подачи флюса в зону сварки и отсоса нерасплавившегося флюса. Флюсоаппарат работает от сети сжатого воздуха давлением 0,5-0,6 МПа (5-6 ат).
Самоходная тележка 6 служит для передвижения головки вдоль шва. Она представляет собой трехроликовую тележку велосипедного типа, которая движется по рельсовому пути 8, состоящему из двух швеллеров. Тележка приводится в движение от асинхронного двигателя. Для передвижения головки вручную предусмотрено отключение бегунков от привода при помощи ручного фрикционного механизма.
Аппарат АБС имеет следующие пределы установочных и регулировочных перемещений: вертикальный подъем - 200мм;
поперечная корректировка электрода 75 мм; угол наклона мундштука поперек шва ±45; угол наклона мундштука вдоль шва - 60° к вертикали.
Электрическая схема автомата АБС обеспечивает: подъем и опускание электродной проволоки при вспомогательных операциях; дистанционное включение источника питания дуги и возбуждение дуги в начале сварки; подачу электродной проволоки и передвижение головки вдоль шва в процессе сварки; заварку кратера и дистанционное отключение источника питания дуги в конце сварки. Управление производится с пульта 4.
На базе автомата АБС созданы модели самоходных головок различного назначения. Путем замены мундштука и некоторых деталей автомат может быть настроен на сварку двумя проволоками, подключенными к общему пункту питания, т. е. на сварку так называемым расщепленным электродом, а также на наплавку ленточным электродом или гребенкой из трех электродов. Многоэлектродная сварка, при которой в зону дуги подается несколько плавящихся электродов, электрически не изолированных друг от друга, используется преимущественно при наплавочных
работах.
Достоинства ступенчатой регулировки: надежность системы управления, простота эксплуатации трехфазного синхронного двигателя переменного тока; точное соблюдение режима в условиях массового производства.
Недостатки: со сменными шестернями – малая оперативность регулировки скорости; хранение комплекта шестерней; большая масса и низкий КПД.
РИС
Схемы систем подающих роликов.
Существуют три схемы.
РИС
Ролики подающие.
1. цилиндрические гладкие
2. цилиндрические с насечкой
3. тороидальные
4. конические
5. ролики-шестерни








