 2014-02-09
2014-02-09 8741
8741План лекции
Лекция 5. Обработка на протяжных, строгальных и долбежных станках
1. Обработка заготовок на протяжных станках
2. Обработка заготовок на строгальных станках
3. Обработка заготовок на долбежных станках
Протягивание - метод обработки разнообразных по форме наружных и внутренних поверхностей деталей многолезвийным инструментом - протяжкой. На протяжных станках можно обрабатывать отверстия круглой, квадратной формы, сквозные внутренние многогранники; шлицы с прямыми и винтовыми канавками; шпоночные пазы в отверстиях различных деталей. При наружном протягивании обрабатывают плоские и фасонные поверхности, канавки, рифления, профили конических, цилиндрических (прямозубых и косозубых) зубчатых колес и т.д. Этот метод отличается высокой производительностью, обеспечивает достаточно высокую точность обработки (7 - 9-й квалитет), хорошее качество обработанной поверхности (Ra = 2,5...0,32 мкм) и широко применяется в различных по серийности производствах.
Формообразование поверхностей при протягивании происходит по методу копирования профиля режущих кромок инструмента на обрабатываемую поверхность заготовки Для обработки протягиванием достаточно только главного движения, которое может совершать либо инструмент, либо заготовка. Это движение может быть возвратно-поступательным или вращательным. Функция подачи, т.е. непрерывность врезания инструмента, обеспечивается за счет особенностей конструкции протяжки.
Группу протяжных станков составляют горизонтально-протяжные и вертикально-протяжные станки. На рис.5.1 представлены схемы обработки различных поверхностей на протяжных станках.
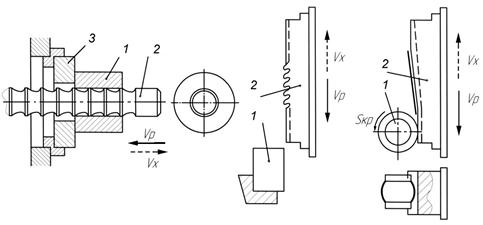
а б в
Рис.5.1. Схемы обработки поверхностей на протяжных станках
Обработка на горизонтально-протяжном станке цилиндрического отверстия в заготовке 1 происходит при главном поступательном движении инструмента - круглой протяжки 2 со скоростью V. Заготовку устанавливают с упором в вертикальную плоскость втулки 3 (рис.5.1,а). В том случае, если базовая поверхность заготовки неперпендикулярна оси обрабатываемого отверстия, применяют самоустанавливающуюся, например, сферическую опору. При обработке внутренних поверхностей других профилей (квадратного, шлицевого и др.) протягивание производится по аналогичной схеме с использованием инструментов соответствующей геометрии. Схема протягивания внутренней поверхности на вертикально-протяжном станке в принципе не отличается от рассмотренной.
При обработке винтовых шлицев или внутренних винтовых зубьев наряду с главным поступательным движением протяжки заготовка или инструмент совершают вращательное движение подачи, которое должно быть согласовано с шагом винтовой поверхности.
При наружном протягивании плоских и фасонных поверхностей на горизонтально-протяжных или вертикально-протяжных станках главное движение совершает инструмент или заготовка (рис.5.1,б,в). При протягивании наружных поверхностей вращения плоской протяжкой дополнительно кроме главного движения инструмента необходима круговая подача заготовки.
На горизонтально-протяжных станках (рис.5.2) в основном обрабатываются внутренние поверхности различной формы и назначения - цилиндрические и фасонные поверхности, шпоночные пазы, шлицы, внутренние зубья и т. п. Эти станки отличаются достаточно высокой универсальностью и простотой обслуживания, могут быстро переналаживаться и поэтому применяются в практике машиностроения достаточно широко.
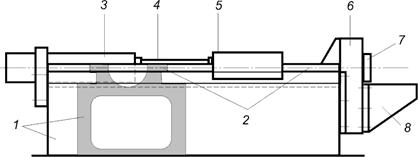
Рис.5.2. Компоновка горизонтально-протяжного станка: 1 - станина; 2 - направляющие; 3 - гидроцилиндр; 4 - шток; 5 - каретка; 6 - стойка; 7 - адаптер; 8 - кронштейн
Вертикально-протяжные станки позволяют производить обработку как внутренних, так и наружных поверхностей. Эти станки имеют вертикальную компоновку, поэтому занимают меньшие цеховые площади, но большая высота станка осложняет их обслуживание. Вертикально-протяжные станки хорошо поддаются автоматизации, при соответствующей модернизации их можно использовать для обработки наружных поверхностей вращения. Основные узлы станка базируются на массивной опорной плите 1 (рис.5.3).
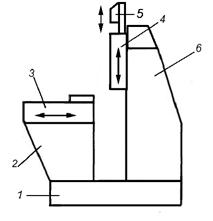
Рис.5.3. Схема компоновки вертикально-протяжного станка
По вертикальным направляющим стойки 6 движется рабочая каретка 4 и вспомогательная каретка 5. Заготовка устанавливается в приспособлении на столе станка 3, смонтированном на тумбе 2. Перед началом обработки обе каретки находятся в исходном крайнем верхнем положении, при этом протяжка удерживается патроном вспомогательной каретки.
После установки заготовки на стол станка вспомогательная каретка опускается и подает в отверстие заготовки переднюю направляющую часть протяжки. Протяжка, упираясь торцом в дно патрона рабочей каретки, захватывается в патрон и при включении вертикальной подачи рабочей каретки вместе с ней перемещается вниз, осуществляя при этом обработку поверхности заготовки за один рабочий ход. Когда рабочая каретка и инструмент находятся в крайнем нижнем положении, заготовку снимают со станка. Рабочая каретка возвращается в верхнее исходное положение; при этом рабочий патрон упирается в стол и его кулачки, разжимаясь, освобождают нижний конец протяжки. Одновременно патрон вспомогательной каретки захватывает протяжку за верхний конец и поднимает ее в крайнее верхнее положение. На стол устанавливается новая заготовка. Цикл обработки может быть полностью автоматизирован, если станок оснащен соответствующим загрузочно-разгрузочным устройством.
Различают два вида протягивания при обработке на протяжных станках: свободное и координатное. При свободном протягивании должны быть обеспечены точность размеров и формы обрабатываемых поверхностей и их шероховатость. Поэтому при свободном протягивании заготовка самоустанавливается относительно инструмента. При координатном протягивании кроме вышеперечисленных требований к точности и качеству обработанной поверхности дополнительно предъявляются определенные требования к точности размеров, определяющих положение обработанной поверхности относительно других поверхностей заготовки. Для этого при обработке на станке положение заготовки должно быть строго фиксированным относительно протяжки при помощи специальных приспособлений.
При обработке поверхностей на вертикально- и горизонтально-протяжных станках рассмотренных выше типов происходят значительные затраты времени на вспомогательные движения. Поэтому при протягивании больших партий заготовок целесообразно использовать горизонтально-протяжные станки непрерывного действия конвейерного или карусельного типа, которые дают выигрыш в производительности по сравнению, например, с вертикально-протяжными станками примерно в 5…10 раз. На этих станках в качестве инструмента используют плоские протяжки с неподвижным закреплением на станке.
На рис.5.4 представлена схема непрерывного протягивания наружных поверхностей заготовок на горизонтально-протяжном станке конвейерного типа. Заготовки 1 устанавливаются в приспособления, закрепленные на непрерывно вращающейся тяговой цепи 3. Процесс обработки происходит при движении заготовок относительно протяжки 2. Установка и съем готовых деталей осуществляется автоматическим устройством на соответственно загрузочной и разгрузочной позициях.

Рис.5.4. Схема непрерывного протягивания на горизонтально-протяжном станке конвейерного типа
Иногда для выполнения некоторых видов протяжных работ в качестве оборудования используются различных типов прессы. Инструмент в виде прошивки является разновидностью протяжки и отличается от нее рядом конструктивных особенностей, обусловленных тем, что она работает на сжатие.

