 2014-02-12
2014-02-12 571
571Теоретические основы пластифицирующих экструдеров.
Слово экструдер образовано из латинских слов “ex” - вон и trudere (to trust) – выпихивать. Такое словосочетание достаточно легко описывает процесс формирования через штамповальную головку.
Шнековый экструдер эффективно и непрерывно превращает твёрдый полимер в расплав и нагнетает высоковязкий расплав в профильную головку, (экструдер совмещает свойства расплавителя и насоса) под большим давлением.
Из истории.
Самый первый зарегистрированный индустриальный экструдер (полагают) был изобретён Джозефом Брамахоли в 1795г. Это была машина ручного действия, предназначена для получения свинцовых труб, состоящая из штемпеля и штемпельной головки. Первые патенты на экструзионные машины, использовали архимедов винт, были выданы Грей (Англия) и Роулу (США). В середине 19-го века до развития индустрии синтетических полимеров в экструзионном процессе использовались резина, каучук.
Только в 1925г. экструзия различных типов поливинилхлорида положила начало современной экструзионной технологии. Примерно в это же время Роввел и Финлазин вели первые теоретические исследования шнековых экструдеров.
Первый шнековый экструдер, созданный специально для переработки появившихся термопластических материалов был создан в 1935г. в Германии.
На сегодняшний день выпускаются экструдеры диаметры, которых колеблются от 25 мм до 500 мм. Создан экструдер с диаметром 900 мм. Эти экструдеры экструдируют множество изделий с большой скоростью. Среди них, кабели, провода, трубы, плёнки, листы различные контурные профили. Различают экструдеры вертикального и горизонтального направлений.
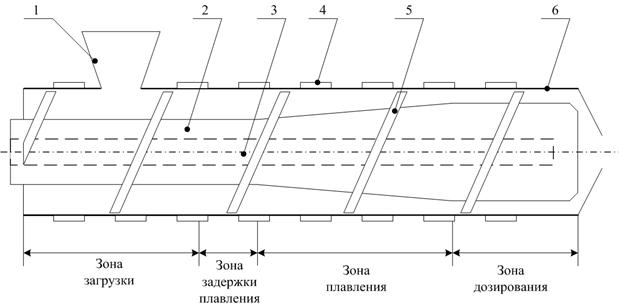
1 – загрузочная воронка для гранулированного полимера;
2 – шнек;
3 – канал для охлаждения шнека водой;
4 – нагревательные элементы;
5 – гребень шнека;
6 – цилиндр (корпус экструдера).
Основными элементами экструдера являются:
Пара – архимедов винт – цилиндр. Есть также бункер для загрузки полимера, привод, профильная головка.
Условно экструдер делят на несколько зон:
- зона загрузки (питания),
- зона задержки плавления,
- зона плавления,
- зона дозировки.
Шнек обычно делят на три зоны:
- зона питания,
- зона сжатия,
- зона переноса (дозировки).








