 2014-02-12
2014-02-12 1274
1274Применяют для изготовления канавок на внутренней или наружной поверхности. Канавочные резцы изготавливают с использованием как стандартных пластин, так и стандартных пластин с их дополнительной обработкой или используют пластины специальной формы.
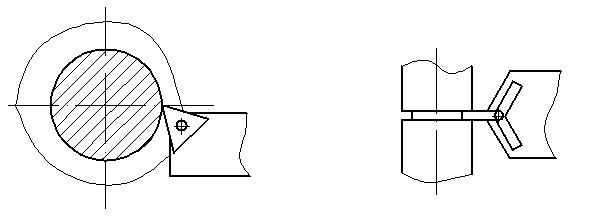
Резец трехгранный с СП СП со специальной формой
Рис. 53 Рис. 54
Фасонные резцы
Фасонные резцы являются специальным режущим инструментом и применяются в крупносерийном и массовом производстве для обработки деталей фасонного профиля на токарных и револьверных станках (автоматах и полуавтоматах). Чаще всего их изготавливают из быстрорежущей стали и реже из твердого сплава. Фасонные резцы могут быть классифицированы по следующим признакам.
1.По форме:
- стержневые (рис. 55);
- призматические (рис. 56);
- круглые (дисковые, рис. 57).
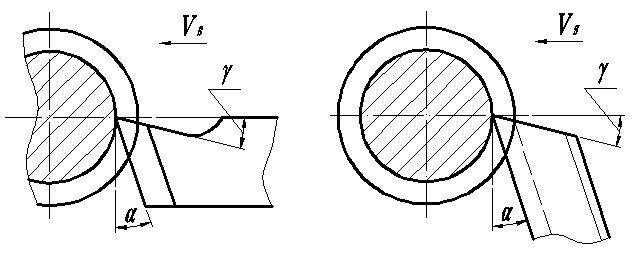
Рис. 55 Рис. 56
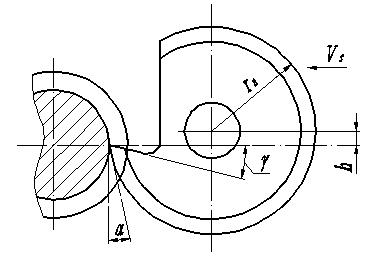
Рис. 57
Стержневые фасонные резцы устанавливаются в резцедержке универсального станка.
Преимущества:
- простота конструкции;
- отсутствие специальной резцедержки.
Недостатки:
- малое количество переточек по сравнению с ПФР и КФР (при их одинаковой массе);
- уменьшение высоты от вершины резца до его базовой поверхности после переточки (это уменьшение компенсируется регулировочными подкладками).
Призматические фасонные резцы устанавливаются в специальной резцедержке имеющий “ласточкин хвост”.
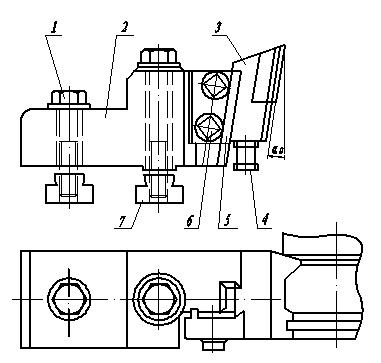
Рис. 58
1- винт крепления державки; 2 – корпус; 3 – резец; 4 – винт регулирования резца по высоте; 5 – прихват для зажима резца; 6 – винт; 7 – шпонка.
Преимущества:
- большее, по сравнению со стержневыми резцами, количество переточек;
- повышенная жесткость резца и резцедержки;
- возможность получения точного конуса (l ¹ 0).
Недостатки:
- меньшее чем у КФР количество переточек (при их одинаковой массе);
- невозможность обработки внутренних фасонных поверхностей;
Круглые фасонные резцы устанавливаются в специальной резцедержке
консольно или двухопорно.
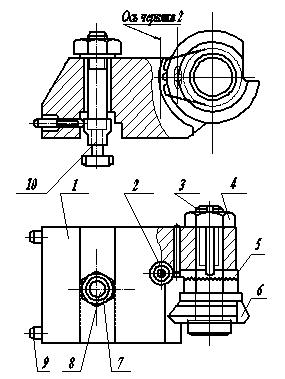
Рис. 59
1 – корпус; 2 – винт поворота зубчатого сектора рычага; 3 – ось; 4 – гайка; 5 – рычаг;
6 – резец; 7 – гайка крепления резцедержателя; 8 – винт; 9 – винты регулирования шпонки; 10 – шпонка.
Преимущества:
- применяют для обработки наружных и внутренних поверхностей;
- более технологичны в изготовление по сравнению с призматическими и стержневыми резцами;
- имеют большее количество переточек по сравнению с ПФР(при их одинаковой массе);
Недостатки:
- меньшая жесткость по сравнению с ПФР;
- неточный конус на деталях (l ¹ 0).
Особенность КФР в том, что задний угол обеспечивается установкой оси КФР выше оси заготовки на величину h.
Рис. 60
Крепление КФР от сил резания может осуществляться различными способами:
1) рефлениями (зубчиками) на торце КФР;
2) штифтом по отверстию на торце КФР (удешевляется резец);
3) пазом на торце КФР;
4) силой трения (при малых нагрузках и небольших резцах).
2. По установке относительно заготовки:
- радиально (рис.55,56, 57);
- тангенциально (рис.59).
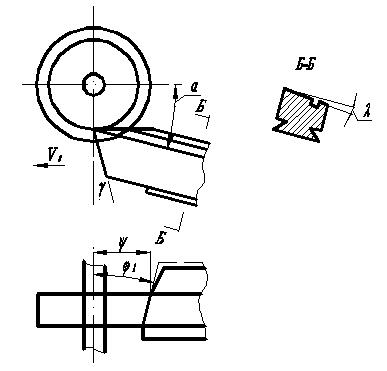
Рис. 61
При радиальной установки обрабатывается весь профиль одновременно, что приводит к большим силам трения и вибрациям.
У тангенсальных фасонных резцов благодаря углу Ψ между режущей кромкой и осью заготовки обеспечивается постоянная обработка профиля детали, что приводит к уменьшению силы резания (последнее расположение необходимо для образования задних углов на режущих кромках фасонного резца, перпендикулярных оси заготовки).
3. По расположению оси отверстия (базы крепления фасонного резца относительно оси заготовки):
- с параллельным (рис.56.57);
- с наклонным (рис.60,61).
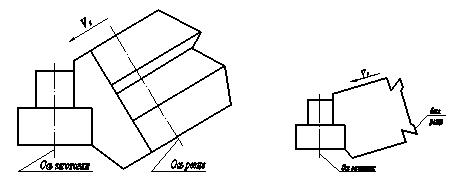
Рис. 62 Рис. 63
4. По конструкции:
- цельные;
- составные (рис.62).
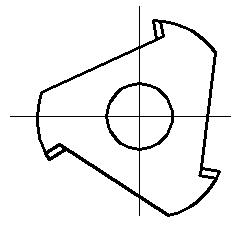
Рис. 64
5. По форме обрабатываемой детали:
- для деталей тел вращения (операция точение);
- для тел прямолинейной формы (операция строгание).
6. По форме образующих поверхностей фасонного резца:
- с кольцевыми образующими (рис. 57);
- с винтовыми образующими (рис. 63; последние с той же целью что и в пункте 3 наклонное расположение).
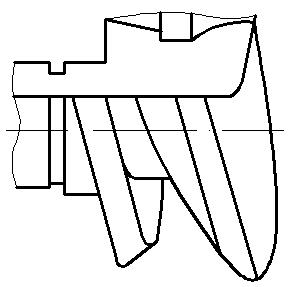
Рис. 65
7. По расположению передней поверхности относительно оси КФР или базы резца (по углу λ):
- l ¹ 0 (рис. 64);
- l = 0 (рис. 55,56,57).
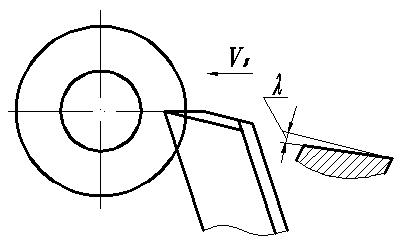
Рис. 66
Угол λ – это угол наклона передней поверхности к оси КФР или к базовой линии КФР.
Выполнение условия l ¹ 0 необходимо для повышения точности обработки конических поверхностей детали. На примере призматического фасонного резца вспомним о линиях, получаемых при сечении конуса разными плоскостями.
0 – 0 – прямые линии;
1 – 1 – гипербола;
2 – 2 –парабола.
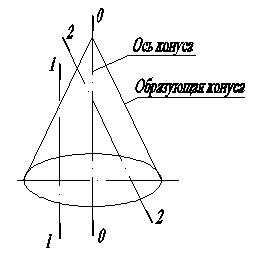
Рис. 67
Для получения точного конуса прямолинейная режущая кромка должна быть расположена по образующей конуса. Из этого следует, что при положительном переднем угле в продольной плоскости образуется угол наклона передней режущей кромки.
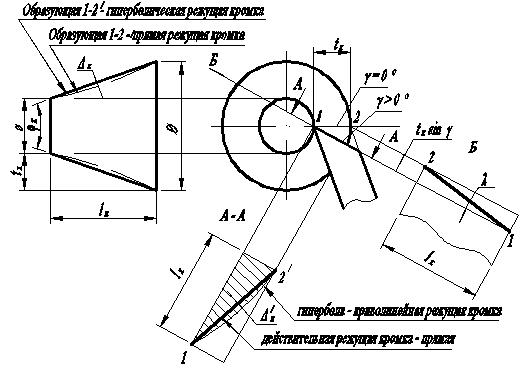
Рис. 68
При l ¹ 0 режущую кромку делают прямой.
1. При γ =0 и λ =0 режущая кромка – прямая и совпадает с образующей конуса 1-2 – получим точный конус.
2. При γ >0 и λ =0 передняя плоскость фасонного резца рассечет конус по сечению А-А
по гиперболе  , т.е. для получения точного конуса в этом случае режущая кромка фасонного резца должна быть выполнена по этой гиперболе , что не технологично. Поэтому на практике криволинейная режущая кромка- гипербола будет заменена прямолинейной режущей кромкой , что вызовет появление погрешности на обработанном конусе в виде седловины с величиной погрешности ∆к.
, т.е. для получения точного конуса в этом случае режущая кромка фасонного резца должна быть выполнена по этой гиперболе , что не технологично. Поэтому на практике криволинейная режущая кромка- гипербола будет заменена прямолинейной режущей кромкой , что вызовет появление погрешности на обработанном конусе в виде седловины с величиной погрешности ∆к.
3. При γ >0 и λ >0 режущая кромка фасонного резца 1-2 – прямая и совмещена с образующей конуса – получим точный конус, т.е. ∆к =0.
Из рисунка следует, что  .
.
Однако следует знать, что при l ¹ 0 у КФР точного конуса получить нельзя из –за непрямолинейности режущей кромки КФР (линия пересечения передней плоскости КФР и его конической задней поверхности – кривая линия).








