 2014-02-12
2014-02-12 6981
6981Классификация видов сборки
Сборка - это образование разъемных и неразъемных соединений составных частей заготовки или изделия. Сборка может осуществляться простым соединением деталей, их запрессовкой, свинчиванием, сваркой, пайкой, клепкой и т.д. По своему объему сборка подразделяется на общую сборку, объектом которой является изделие в целом, и на узловую сборку, объектом которой является составная часть изделия, т.е. сборочная единица или узел. По стадиям процесса сборка подразделяется на виды, которые перечислим:
Предварительная сборка, т.е. сборки заготовок, составных частей или изделия в целом, которые в последующем подлежат разработке. Например, предварительная сборка плоского золотника с целью определения размера компенсации погрешности изготовления отдельных деталей.
Промежуточная сборка, т.е. сборка заготовок, выполняемая для дальнейшей их совместной обработки, например,предварительная сборка корпуса редуктора с крышкой для последующей совместной обработки отверстийпод подшипники; предварительная сборка магнитопровода ит.п.
Сборка под сварку, т.е. сборка заготовок для их последующей сварки. Большой объем сборочных: работ с применением сварки выполняется при изготовлении трубопроводов. В процессе сварки корпус распределителя и подводящей трубки удерживаются в специальном приспособлений фиксаторами, чем обеспечивается правильное положение элементовотносительно друг друга.
Окончательная сборка, т.е. сборка изделия или его составной части, после которой не предусмотрена его последующая разборка при изготовлении.
По методу образования соединений сборка подразделяется на:
- слесарную сборку, т.е. сборку изделия или его составной части при помощи слесарно-сборочных операций,
- монтаж, т.е. установку изделия или его составных частей на месте (например, электродвигатели в сборке комплекса и т.п.).
-электромонтаж, т.е. монтаж электроизделий или их составных частей, имеющих токоведущие элементы,
- сварку, пайку, клепку и склеивание.
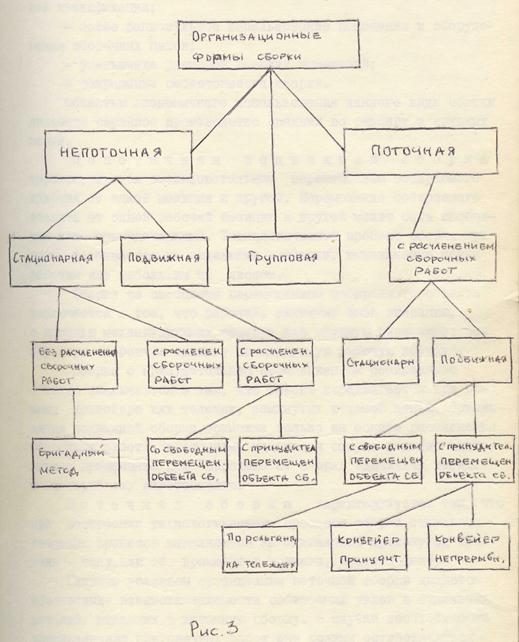
В различных типах и при разных условиях производства организация сборки приобретает различные формы (рис; 5).
Как видно из рис. 3 по перемещению собираемого изделия сборка подразделяется на стационарную и подвижную, по организации производства - на непоточную, групповую и поточную.
Непоточная стационарная сборка характеризуется тем, что весь процесс сборки его сборочных единиц выполняется на одной сборочной позиции: стенде, рабочем месте и т.п.
Непоточная стационарная сборка с расчленением сборочных работ предполагает дифференциацию процесса на узловую и общую сборку. Сборка каждой сборочной единицы и общая сборка выполняются в одно и то же время разными бригадами и многими сборщиками. Собираемая система остается на одном рабочем месте. В результате такой организации длительность процесса сборки значительно сокращается.
Областью экономичного использования данного вида сборки является производство изделий, изготовляемых единицами или в небольших количествах.
Сборка с расчленением на узловую и общую сборку обладает следующими преимуществами:
-значительное сокращение длительности общего цикла сборки.
- сокращение трудоемкости выполнения отдельных сборочных операций;
-снижение потребности в дефицитнойрабочей силы высокой квалификации;
-более рациональное использование помещения и оборудования сборочных цехов;
-уменьшение размеров высоких помещений;
-сокращение себестоимости сборки.
Областью экономичного использования данного вида сборки является серийное производство средних по размеру и крупных машин.
Непоточная подвижная сборка характеризуется последовательным перемещением собираемого изделия от одной позиции к другой. Перемещение собираемого объекта от одной рабочей позиции к другой может быть свободным или принудительным. Технологический процесс сборки при этом разбивается на отдельные операции, выполняемые одним рабочим или небольшим их числом.
Сборка со свободным перемещением собираемого объекта заключается в том, что рабочий, закончив свою операцию, с помощью механизирующих средств или вручную перемещает собираемую сборочную единицу на следующую рабочую позицию.
Сборка с принудительным передвижением собираемого объекта заключается в том, что объект передвигается при помощи конвейера или тележек, замкнутых ведомой цепью. Организация подвижной сборки возможна только на основе расчленения сборочных работ. Непоточная подвижная сборка находит экономичное применениепри переходе от сборки единичных изделий к их серийному изготовлению.
Поточная сборка характеризуетсятем, что при построении технологического процесса сборки отдельные операции процесса выполняются за одинаковый промежуток времени – такт или за промежуток времени, кратный такту.
Главным условием организации поточной сборки является обеспечение взаимозаменяемости собираемых узлов и отдельных деталей, входящих в поточную сборку. В случаенеобходимости использования пригоночных работ они должны осуществляться за пределами потока на операциях предварительной сборки. Конструкция собираемого на потоке изделия должна быть хорошо отработана на технологичность. Поточная сборка является рентабельнойпри достаточном большом объеме выпуска собираемых изделий.
Поточная стационарная сборка характеризуется тем, что все собираемые объекты остаются на рабочих позициях в течение всего процесса сборки. Рабочие (или бригады) по сигналу все одновременно переходят от одних собираемых объектов к следующим через периоды времени, равные такту. Каждыйрабочий выполняет закрепленную за ним одну и ту же операцию на каждом из собираемых объектов. Такой вид сборки применяется при сборке крупных и громоздких объектов, например, самолетов.
Подвижная поточная сборка становится экономически целесообразной е тех случаях, когда выпуск машин и их сборочных единиц значительно возрастает. Данный вид сборки может быть осуществлен с непрерывно или периодически перемещающимися собираемыми объектами. Преимуществами поточной подвижной сборки являются выполнение работы с требуемым тактом и возможность почти полного совмещения времени, затрачиваемого на транспортирование объектов, со временем их сборки.

