 2015-07-14
2015-07-14 5112
5112Разработка маршрута сборки заключается в определении последовательности технологических операций, составление технологических схем сборки и в предварительном определении состава технологического оснащения.
На последовательность сборки влияет конструкция, масса и размеры изделия, программа выпуска и тип производства, функциональная взаимосвязь элементов в изделии, точность сборки и методы ее достижения, степень расчлененности ее на узлы.
В единичном и мелкосерийном типах производства дополнительно учитывают выполнение операций пригонки, промежуточной разработки и сборки и дополнительной обработки деталей.
В начале составления маршрута выявляют все составляющие узлы изделия и определяют уровень их сборочного производства.
Расчленение на узлы одна из основных работ, от которой во многом зависит эффективность сборочного производства.
Требованиексборочнымединицам, узламиагрегатам.
1. Узел не должен быть слишком большим по габаритам и массе или состоять из значительного количества компонентов.
2. Если при сборке требуется проведений испытаний обкатки или слесарной обработки узла, то его выделяют в особую сборочную единицу, называют агрегатом.
3. Узлы при последующей сборке не должны подвергаться разборке. Если нельзя этого избежать, то обязательно отражают в технологии.
4. Большинство деталей изделия кроме, главных, базовых и крепежных должны войти в те или иные узлы или агрегаты для сокращения компонентов для общей сборки.
5. Трудоемкость сборки узлов одного уровня сборочного производства, должны быть примерно одинакова.
При составлении маршрута анализируют сборочные размерные цепи:
- Если изделие имеет несколько размерных цепей, сборку начинают с наиболее сложной и ответственной.
- При наличии параллельно связанных размерных цепей в первую очередь устанавливают та детали и узлы размеры, которых входят в наибольшее число размерных цепей.
- Сборку каждой размерной цепи следует завершать установкой тех элементов, которые образуют замыкающее звено цепи.
- При наличии размерных цепей с общими звеньями, сборку начинают с элементов той цепи, которая в большей степени влияет на точность изделия.
- Если цепи равноценны по точности и сложности сборку начинают с наиболее тяжелых компонентов.
Общая сборка изделия (узла) начинается с установки базового компонента на сборочное оборудование. При этом определяют положение, которое должно занимать базовый компонент на позицию сборки.
При определении последовательности сборки узлы, установленные в первую очередь не должны мешать установившимся в последствии. В первую очередь устанавливают детали и узлы, выполняющие наиболее ответственные функции.
Составлениесхемсборки.
Последовательность сборки в наглядной форме представляется схемами сборки, которые отражают структуру и последовательность сборки изделия, а также его узлов (рис. 12).
Каждое изделие на схеме представляется в виде прямоугольника разделенного на три части. В верхней части пишется название элемента, в нижней левой – обозначение, в нижней правой указывается количество элементов.
Обозначение деталей должно соответствовать номеру согласно спецификации. Обозначение сборочных единиц состоит из трех частей:
{2 Сб 8},
где 2 – уровень сборочного производства, Сб – отражает то что это узел, 8 – номер базовой детали.
Схему сборки строят в порядке выполнения сборочных переходов, первым из которых является введение или установка базового компонента, который изображается горизонтально. Затем в порядке очередности присоединения или установки на базовый компонент вертикально изображаются детали (сверху) и узлы (снизу).
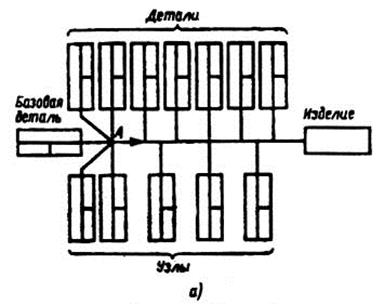
Рис.12
Последовательность сборки изображается горизонтальной линией, к которой подводят в порядке очередности детали и узлы. В конце линии изображают готовое изделие, уровень сборочного производства которого должен быть на единицу выше уровня сборочного производства узлов.
Если из схемы сборки неясен характер сборочных операции, то ее сопровождают поясняющими надписями (сварить, клепать, запрессовывать, смазать, контролировать).
При одновременной установке нескольких компонентов на схеме это отражается точкой с пересечением линий. Если в технологическом процессе предусматривают промежуточную разработку, это должно быть отражено в схеме с полной пояснительной надписью.
Вначале составляют схему общей сборки, а затем схемы узловой сборки. При построении схем сборки возможно выявление конструкторских неувязок в изделии.
Как правило, разрабатывают несколько маршрутов и схем сборки (узлов) из которых выбирают тот вариант, который обеспечивает минимальную технологическую себестоимость сборки, сокращение времени, уменьшение объемов незавершенного производства, удобства при обслуживании и эксплуатации.

