 2014-02-12
2014-02-12 2431
2431Коэффициент шероховатости поверхности

где Бср — среднее числовое значение параметра шероховатости (предпочтительно по параметру Ra).
Термины и определения основных понятий при обеспечении ТКИ.
В области обеспечения ТКИ для организационных мероприятий, количественной оценки и показателей ТКИ установлены следующие термины.
Термины в области организации работ:
обеспечение ТКИ — функция подготовки производства, включающая комплекс взаимосвязанных мероприятий по управлению процессом обеспечения технологичности и совершенствованию условий выполнения работ при производстве, эксплуатации и ремонте изделия;
отработка конструкции изделия на технологичность — часть работ по обеспечению ТКИ, направленная на достижение заданного уровня технологичности и выполняемая на всех стадиях разработки изделия;
технологический контроль конструкторской документации (КД) — контроль КД, при котором проверяется соответствие конструкции изделия требованиям технологичности.
Термины в области количественной оценки ТКИ:
показатель ТКИ — количественная характеристика технологичности конструкции изделия (Q);
базовый показатель ТКИ — показатель, принятый за исходный при оценке технологичности (Q6);
частный показатель ТКИ — показатель технологичности, характеризующий одно из входящих в нее свойств
комплексный показатель ТКИ — показатель технологичности, характеризующий несколько входящих в нее частных или комплексных свойств (QΣ = q1.... qN);
уровень ТКИ — показатель, выражаемый отношением значения показателя данного изделия к значению соответствующего базового показателя ТКИ.
Общие показатели ТКИ:
материалоемкость изделия — воплощенные в конструкции затраты материальных ресурсов, необходимых для производства, эксплуатации и ремонта изделия;
металлоемкость изделия — воплощенные в конструкции затраты металла, необходимого для производства, эксплуатации и ремонта изделия;
энергоемкость изделия — воплощенные в конструкции затраты топливно-энергетических ресурсов, необходимых для производства, эксплуатации и ремонта изделия;
удельная материалоемкость изделия — отношение материалоемкости изделия к номинальному значению основного параметра или полезному эффекту, получаемому при использовании изделия по назначению.
Производственные (ремонтные) показатели ТКИ:
трудоемкость изделия в изготовлении (ремонте) — воплощенные в конструкции суммарные затраты труда на выполнение технологических процессов изготовления (ремонта) изделия;
удельная трудоемкость изделия в изготовлении (ремонте) — отношение трудоемкости изделия в изготовлении (ремонте) к номинальному значению основного параметра или к полезному эффекту, получаемому при использовании изделия по назначению;
технологическая себестоимость изделия в изготовлении (ремонте) — воплощенные в конструкции суммарные затраты средств на осуществление технологических процессов изготовления (ремонта) изделия;
коэффициент применяемости материала — отношение нормы расхода данного материала к сумме норм расхода всех материалов на изготовление (ремонт) изделия.
Эксплуатационные показатели ТКИ:
средняя оперативная трудоемкость изделия в техническом обслуживании (текущем ремонте) данного вида — математическое ожидание оперативной трудоемкости изделия в техническом обслуживании (текущем ремонте) данного вида за определенные периоды эксплуатации или наработку;
средняя оперативная продолжительность технического обслуживания (текущего ремонта) данного вида — математическое ожидание продолжительности технического обслуживания (текущего ремонта) данного вида за определенные периоды эксплуатации или наработку.
Цели и задачи обеспечения ТКИ.
Цель обеспечения ТКИ заключается в придании конструкции изделия такого комплекса свойств, при котором достигаются оптимальные значения затрат всех видов ресурсов при производстве, эксплуатации и ремонте изделия для заданных показателей качества, объема выпуска и условий выполнения работ.
Целевая функция управления процессом разработки изделия по заданным показателям ТКИ должна обеспечивать возможность экстремального управления
Y(Q, Q6) → extr,
Q € S
где Q, Qб— значения соответственно достигнутого на данном этапе разработки и базового показателя ТКИ;
S — область допустимого изменения показателя ТКИ;
Достижение экстремальной цели (2) связано с решением следующих основных задач обеспечения ТКИ:
прогнозирование, установление и применение базовых показателей ТКИ для данного вида изделий;
отработка конструкции изделия на технологичность при технической подготовке производства и, в обоснованных случаях, при изготовлении изделия;
совершенствование условий выполнения работ при производстве, эксплуатации и ремонте;
технологический контроль конструкторской документации;.
подготовка и внесение в конструкторскую документацию изменений, обеспечивающих достижение базовых показателей ТКИ, в соответствии с результатами технологического контроля.
Повышение уровня ТКИ является одним из главных направлений повышения эффективности промышленного производства при незначительных дополнительных затратах на его осуществление.
Обеспечение ТКИ направлено на экономию всех видов ресурсов (трудовых, материальных, энергетических, финансовых и времени) на всех стадиях жизненного цикла изделия.
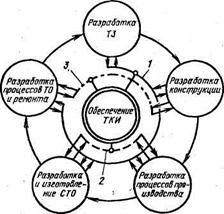 |
Обеспечение ТКИ является составной частью работ по проектированию и принятию решений по совершенствованию конструкции изделия, технологии его производства, эксплуатации и ремонта (рисунок 11.1).
Рисунок 11.1. - Контуры принятия решений при обеспечении ТКИ:
1 — по конструкции изделия: 2 — по совершенствованию технологии
производства изделия; 3 — по совершенствованию эксплуатации и ремонта
Главные факторы, определяющие требования к обеспечению ТКИ.
Главными факторами, влияющими на обеспечение ТКИ, являются: вид изделия, его конструктивная сложность, новизна конструкции изделия, характеристика исходных материалов, стадия разработки.
Вид изделияопределяет исходные конструктивные и технологические признаки, обусловливающие основные требования к обеспечению ТКИ. К этим признакам, например, относятся: способ изготовления или сборки изделия, условия комплектации изделия, группирование изделий по общим конструктивным признакам, полнота и завершенность конструктивного исполнения, тип производства.
Состав и структура изделия, в соответствии с которыми выполняют конструкторскую документацию, являются основными признаками деления изделий на виды в сферах проектирования и производства. По этим признакам все многообразие разрабатываемых и производимых изделий (от простых деталей до сложнейших технических систем) может быть разделено в соответствии о ГОСТ 2.101—68 на четыре вида: детали, сборочные единицы, комплексы и комплекты. В зависимости от наличия или отсутствия составных частей эти изделия могут быть отнесены к специфицированным (сборочные единицы, комплексы, комплекты) или неспецифицированным (детали).
При организации опытно-конструкторских работ часто классифицируют изделия по условиям их комплектации. К комплектующим относят изделия (детали), предназначенные для сборки другого изделия в качестве его составных частей. При этом широко используют термины «покупное изделие» и «кооперированное изделие».
Покупными являются изделия (составные части), получаемые предприятием в готовом виде по конструкторской документации предприятия-поставщика.
К кооперированным относят изделия (составные части), получаемые предприятием в готовом виде по его конструкторской документации.
На изделия, обладающие общими конструктивными признаками, выпускают групповые конструкторские документы, содержащие данные о двух и более изделиях. По признаку общности конструктивных исполнений различают:
изделие однотипного исполнения — изделие, не взаимозаменяемое с другими изделиями, обладающими общими с ним конструктивными признаками, и оформленное общим основным групповым конструкторским документом;
изделие основного исполнения — однотипное изделие первого исполнения, условно принятого за основное;
изделие неосновного исполнения — однотипное изделие любого исполнения, за исключением основного.
На различных стадиях разработки конструкторской документации и. освоения производства изделий, установленных ГОСТ 2.103—68, используют несколько понятий видов изделий, образованных по признаку полноты и завершенности конструктивного исполнения:
макет — изделие, воспроизводящее разрабатываемое изделие или его составные части в объеме, необходимом для проверки принципов их работы при создании экспериментального образца, выполнении проектной или рабочей документации;
экспериментальный образец изделия — изделие, изготовленное при проведении научно-исследовательских работ для проверки основных технических решений, параметров и характеристик, подлежащих использованию при разработке изделия;
модель изделия — изделие, воспроизводящее разрабатываемое изделие полностью в другом масштабе или частично (упрощенно) в любом масштабе для иллюстрации внешнего вида изделия и взаимосвязи его составных частей либо для проверки принципа работы изделия на стадиях его разработки;
опытный образец изделия — изделие, изготовленное по вновь разработанной рабочей конструкторской документации для проверки его соответствия техническому заданию, последующей необходимой корректировки документации и подготовки технологического процесса изготовления основных составных частей изделия (в отдельных случаях для этой цели изготовляют опытную партию изделий);
изделие установочной серии — изделие, изготовленное по документации, уточненной по результатам изготовления и испытания опытного образца или опытной партии для контроля его соответствия техническому заданию, проверки технологического процесса изготовления изделия и последующей необходимой корректировки документации;
изделие головной серии — изделие, изготовленное по документации, уточненной по результатам изготовления и испытания установочной серии, для контроля соответствия его техническому заданию и принятия решения о дальнейшем выпуске изделий в серийном (массовом) производстве.
В зависимости от типа производства, определяемого объемом, регулярностью повторения и непрерывностью выпуска изделий, стабильностью номенклатуры изделий, специализацией рабочих мест, соответствующей технологической оснащенностью и методами организации производства, различают:
изделие единичного производства, изготавливаемое в условиях единичного производства в количестве одной или нескольких штук (изделие, изготовленное единожды без каких-либо предпосылок дальнейшего изготовления, называют изделием разового изготовления);
изделие серийного производства, изготавливаемое в условиях серийного производства периодически повторяющимися сериями по единой конструкторской документации;
изделие массового производства, изготавливаемое непрерывно в условиях массового производства по единой конструкторской документации.
В соответствии с ГОСТ 2.101—68 существуют два вида изделий различной сферы потребления (по отношению к производителю):
изделие основного производства, предназначенное для поставки предприятием-изготовителем потребителю;
изделие вспомогательного производства, предназначенное для собственных нужд предприятия, изготовляющего его.
Одно и то же изделие может быть изделием как основного, так и вспомогательного производства. Между изделиями этих двух видов существенных различий нет, поскольку порядок формирования конструкторской документации на них, стадии (последовательность) их разработки и освоения по существу являются одинаковыми, и по мере развития специализации и кооперирования в промышленности и организации централизованного изготовления грани между ними исчезают. Поэтому порядок организации опытно-конструкторских работ и отработки конструкций на технологичность является, по сути, единым для изделий основного и вспомогательного производств.
Конструктивная сложность изделия — относительная характеристика его состава и структурного исполнения, определяющая дополнительные конструктивные признаки и соответствующие требования к обеспечению тexнологической рациональности конструкции изделия.
Конструктивная сложность изделия существенно влияет на следующие факторы:
интенсивность нарастания информации о разрабатываемом объекте (по мере перехода к новым стадиям разработки), необходимой для последующего освоения его в производстве и эксплуатации, и, в конечном счете, на сроки технической подготовки производства;
условия комплектации изделий, организацию и затраты труда в процессах изготовления, технического обслуживания и ремонта.
Сложность конструкции изделия часто выражают числом образующих изделие составных частей или конструктивных элементов. Для определения коэффициента конструктивной сложности изделия используют зависимость

где М, Ма— число составных частей (элементов) в исполнении соответственно разрабатываемого образца и аналога. Если Маравно предельно допустимому числу составных частей (элементов), 0 < Ксл < 1.
Сложность конструкции существенно влияет на ресурсоемкость изделия, поэтому она часто учитывается при расчетах трудоемкости разрабатываемого изделия по данным аналога.
На конструктивную сложность изделия можно воздействовать методами агрегирования его составных частей и блочно-модульного построения структуры исполнения изделия.
Эти методы упрощают проектирование изделия и отработку его конструкции на технологичность, улучшают условия его изготовления на основе специализации и кооперирования, облегчают процессы монтажа, технического обслуживания и ремонта.
Новизна конструкции изделия определяет дополнительные конструктивные признаки, обусловливающие требования к обеспечению преемственности конструкции изделия.
Новизна конструкции изделия существенно влияет на выбор рационального состава стадий и этапов технической подготовки производства, обязательных для их прохождения при создании и освоении изделия, а также на возможность сокращения номенклатуры составных частей изделия и необходимых для их изготовления и ремонта средств технологического оснащения, развития специализации основного и ремонтного производства, снижения расхода материалов на запасные части и т. п. Являясь абсолютной характеристикой изделия, новизна его конструкции может быть выражена относительным показателем

где Мн— число новых составных частей (элементов) в исполнении разрабатываемого образца изделия; 0 ≤ Кн≤ 1.
На новизну конструкции изделия можно воздействовать методами унификации его составных частей (элементов), типизации структурных компоновок, группового или базового проектирования и т. п.
Эффективность, этих методов проявляется на всех стадиях жизненного цикла изделия в сокращении сроков проектирования и освоения новой техники, повышении гибкости и мобильности производства, сокращении всех видов ресурсов, расходуемых на изготовление, техническоё обслуживание и ремонт изделия.
Характеристика исходных материалов, выбираемых для изготовления изделий, является основным фактором, определяющим требования к' обеспечению технологической рациональности и преемственности конструктивных элементов изделий.
От характеристики исходных материалов существенно зависят выбор рациональных технологических методов и высокопроизводительных средств технологического оснащения процессов изготовления, технического обслуживания и ремонта, рациональное сокращение сортамента и марок используемых материалов и необходимых для их обработки видов средств технологического оснащения, возможность применения прогрессивных технологических процессов и операций.
Для упорядочения сортамента и марок исходных материалов могут быть использованы ограничительные перечни, регламентирующие те из них, которые могут быть применены в данном изделии. Этому же способствует унификация сортамента и марок материалов, проводимая непосредственно в процессе проектирования изделия.
Стадия разработки играет существенную роль в определении требований к обеспечению ТКИ, поскольку для каждой стадии характерны своеобразная целевая установка, отличные от других стадий глубина конструкторской проработки технических решений и степень укрупнения их технико-экономических оценок.
Разработка изделия — сложный, многоступенчатый процесс, для которого характерны три четко выраженные фазы:
первая фаза (разработка технического задания)— процесс установления исходных требований и формирования предварительных (возможных и желательных) очертаний объекта разработки;
вторая фаза (разработка проектной конструкторской документации) — процесс последовательно углубляемой технико-экономической проработки инженерных решений, осуществляемый исходя из данных технического задания, результатов научно-исследовательских работ и практического опыта;
третья фаза (разработка рабочей конструкторской документации) — процесс материального воплощения результатов инженерного поиска, систематизации опытно-промышленных данных и сопоставления их с техническим заданием, внесения необходимых уточнений в документацию.
Ко второй фазе в зависимости от новизны и сложности конструкции изделия могут быть отнесены:
многократное (многовариантное) моделирование объекта в документации, сопоставление и анализ различных моделей, основанных на сочетании различных по новизне, сложности и другим признакам составных элементов, и выделение оптимального варианта (разработка технического предложения);
проработка и изучение основных составляющих элементов оптимального варианта модели объекта и принципов их взаимодействия (разработка эскизного проекта);
всесторонняя проработка модели объекта, всех ее элементов и их взаимосвязей, позволяющая получить полное представление об устройстве и принципе работы объекта и принять окончательные технические решения по исходным материалам, составу и структуре изделия (разработка технического проекта).
Система обеспечения ТКИ должна предусматривать возможность принятия решений как по конструкции изделия, так и по условиям его производства, эксплуатации и ремонта уже на ранних стадиях проектирования. Конструктор не может перейти от одного этапа конструирования к другому, не обеспечив требований ТКИ. Однако обеспечение конструктивной и технологической преемственности облегчает задачу создания конструкции, так как упорядочивает состав этапов и сокращает сроки подготовки производства.
Преемственность конструкции изделия неизбежно влечет за собой преемственность методов и средств производства. Это позволяет пересмотреть структуру традиционного цикла подготовки производства: проектирование изделия — разработка технологических процессов — проектирование и изготовление средств технологического оснащения и представить его в виде задач, решаемых во взаимосвязи практически параллельно, максимально используя все ценное, что накоплено в конструкции изделий, технологии их изготовления и средствах производства (рисунок 11.2).
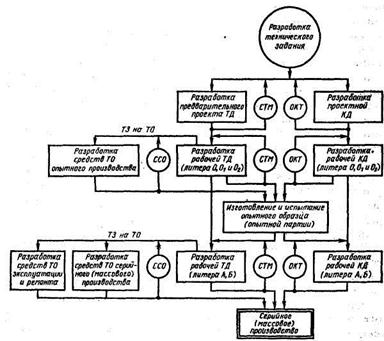
Рисунок 11.2. - Блок-схема технической подготовки производства
и эксплуатации нового изделия:
ОКТ— отработка конструкции изделия на технологичность; СТМ—совершенствование технологических методов изготовления, эксплуатация и ремонта; ССО — совершенствование средств технологического оснащения (ТО);ЛД— конструкторская документация; ТД — технологическая документация.
Содержание и последовательность работ по обеспечению ТКИ.
В состав работ по обеспечению ТКИ входят разнообразные мероприятия по достижению технологической рациональности и оптимальной преемственности конструкции изделия, преимущественно направленные на следующие цели:
снижение трудоемкости и технологической себестоимости изделия в изготовлении и монтаже вне предприятия-изготовителя;
снижение трудоемкости, технологической себестоимости изделия в эксплуатации и ремонте и продолжительности технического обслуживания и ремонта изделия;
снижение материалоемкости и энергоемкости изделия, прежде всего их важнейших составляющих — расхода металла и топливно-энергетических ресурсов при изготовлении, монтаже вне предприятия-изготовителя, техническом обслуживании и ремонте.
Комплекс работ по снижению трудоемкости и технологической себестоимости изделия в изготовлении и монтаже вне предприятия-изготовителя в общем случае включает:
повышение серийности выпуска изделия и его составных частей на основе их стандартизации, унификации и обеспечения конструктивного подобия;
ограничение номенклатуры составных частей, конструктивных элементов и применяемых материалов;
применение в разрабатываемых конструкциях освоенных в производстве конструктивных решений, соответствующих современным требованиям;
разработку конструктивных решений, позволяющих применить высокопроизводительные и малоотходные технологические методы, основанные на типизации процессов и прогрессивных формах их организации, а также стандартные средства технологического оснащения, обеспечивающие оптимальный уровень механизации и автоматизации труда в производстве;
использование конструктивных решений, позволяющих снизить затраты на обеспечение доступа к составным частям, установки и съема составных частей изделия;
использование конструктивных решений, обеспечивающих возможность транспортирования изделия в собранном виде или в виде законченных составных частей, не требующих при монтаже разборки для расконсервации, контроля, а также операций по подгонке;
использование конструктивных решений, облегчающих и упрощающих условия изготовления и монтажа вне предприятия-изготовителя, для ограничения требований к квалификации изготовителей и монтажников.
Комплекс работ по снижению трудоемкости, технологический себестоимости изделия в эксплуатации и ремонте и продолжительности технического обслуживания и ремонта изделия в общем случае включает:
использование конструктивных решений, позволяющих снизить затраты на подготовку к работе по назначению, технический контроль, техническое диагностирование и транспортирование изделия;
применение конструктивных решений, уменьшающих затраты ресурсов на обеспечение доступа к составным частям, замену составных частей изделия такими же частями при сохранении установленного качества изделия в целом, установку и съем составных частей изделия, восстановление геометрических характеристик и качества поверхности детали;
повышение уровня унификации и стандартизации составных частей изделия;
ограничение числа сменяемых составных частей изделия, номенклатуры материалов, инструмента, вспомогательного оборудования и приспособлений;
использование конструктивных решений, облегчающих и упрощающих условия технического обслуживания и ремонта для ограничения требований к квалификации персонала, осуществляющего техническое обслуживание и ремонт.
Комплекс работ по снижению материалоемкости и энергоемкости изделия в общем случае включает:
применение рациональных сортаментов и марок материалов, рациональных способов получения заготовок, методов и режимов упрочнения деталей;
разработку и применение прогрессивных конструктивных решений, позволяющих повысить ресурс изделия и использовать малоотходные и безотходные технологические процессы;
разработку рациональной компоновки изделия, обеспечивающей сокращение расхода материала и энергии при монтаже вне предприятия-изготовителя;
внедрение обоснованных запасов прочности металлоконструкций, типовых методов расчетов и испытаний изделия.
Опытно-конструкторская разработка нового изделия представляет собой сложный, многоступенчатый процесс, включающий:
формулирование цели (разработка технического задания);
информационное моделирование изделия (разработка технического предложения, эскизного и технического проектов, а также рабочей конструкторской документации для изготовления опытного образца или опытной партии изделий);
изготовление и экспериментальное исследование натурных образцов изделия в период освоения его производства (разработка рабочей конструкторской документации для изготовления изделий установочной и головной или контрольной серии установившегося серийного или массового производства).
Техническое задание является важнейшим исходным документом, определяющим целенаправленность и рациональную последовательность проектирования изделия. В процессе разработки технического задания на основе анализа и сопоставления данных практического опыта и результатов научно-исследовательских работ с потребностями народного хозяйства формируются предварительные (возможные и желательные) качественные характеристики изделия.
В общем случае в техническом задании согласно ГОСТ 15.001—73 указывают
требования к конструктивному устройству изделия, к показателям его качества, составным частям, сырью, исходным и эксплуатационным материалам, к стадиям и этапам разработки и т.д. В частности, в разделе «Технические требования» определяются требования к производственной и эксплуатационной технологичности, позволяющие достигать заданные значения показателей качества изделия в условиях его изготовления и эксплуатации при минимальных затратах средств и времени на выполнение работ и высокой производительности труда, а также требования к использованию унифицированных и стандартизованных деталей и сборочных единиц.
В состав работ по обеспечению ТКИ при разработке технического задания на изделие входят:
сбор информации о технологичности конструкций изделий-аналогов;
выбор номенклатуры и расчет значений базовых показателей технологичности;
установление требований к технологичности разрабатываемой конструкции изделия.
Основное содержание работ по обеспечению ТКИ на стадиях разработки проектной документации приведено на рисунке 11.3.
При информационном моделировании изделия на каждой стадии разработки конструкторской документации показатели технологичности конструкции объекта разработки сопоставляются с базовыми показателями технологичности, установленными в техническом задании. В случае рассогласования этих показателей конструктор назначает основные изменения, которые можно без ущерба для других показателей качества изделия внести в разрабатываемую конструкцию, и, корректирует принятые ранее конструктивные решения до полного устранения рассогласования. Успешному решению этой задачи способствует технологический контроль конструкторской документации.
После приемки опытного образца (опытной партии) изделия и выдачи разрешения на его освоение осуществляются планомерное технологическое оснащение производства, проверка качества изделия, в том числе технологичности его конструкции, и сопоставление его показателей с показателями, регламентированными техническими условиями, а в случае рассогласования этих показателей — внесение в конструкцию изделия необходимых изменений и корректировка документации на него.
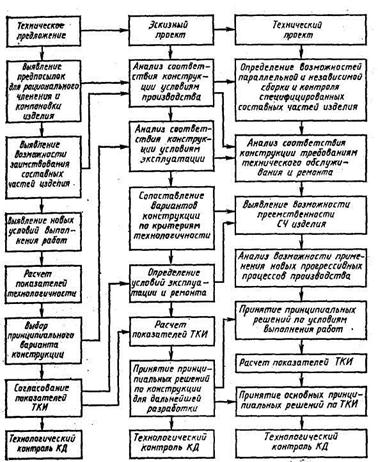
Рисунок 11.3. - Основное содержание работ по обеспечению ТКИ на стадиях разработки проектной конструкторской документации
При обеспечении ТКИ значение решаемых задач на разных стадиях разработки конструкции различно. Наибольшее значение имеют конструктивные решения на ранних стадиях, когда определяются основные конструктивные и технологические признаки изделия, характеризующие технологичность его конструкции. Статистические данные, имеющиеся в машиностроении, позволяют наглядно представить распределение объема и эффективности работ по обеспечению ТКИ на стадиях разработки изделия (рисунок 11.4).
Методы и приемы отработки конструкции изделия на технологичность. Отработку конструкции изделия на технологичность при выполнении опытно-конструкторских работ целесообразно проводить на основе комплексного использования специальных методов и приемов конструирования, обеспечивающих технологическую рациональность и преемственность конструкции изделия. Все методы и приемы, используемые при отработке конструкции на технологичность можно разделить на три группы:


