 2014-02-12
2014-02-12 2395
2395Последовательность и содержание сборочных операций и составление схем сборки
Последовательность проектирования технологического процесса сборки сводится к разработке схемы сборочного состава, технологической схемы сборки, технологических карт сборки, производственных технологических карт контроля, индивидуальных, групповых и типовых процессов сборки» технологических инструкций.
Схемы сборочного состава разрабатывают по информации, заключенной в чертежах общего вида и сборочных единиц, в кинематической и электрических схемах изделия. Они отражают структуру изделия и последовательность его сборки.
Применяют два типа схем сборочного состава схемы с базовой деталью и схемы веерного типа. При составлении схем сборочного состава следует придерживаться следующих основных правил:
 1. Материалы изображают полукругом, внутри которого указывается наименование, марка, ГОСТ, характерный параметр.
1. Материалы изображают полукругом, внутри которого указывается наименование, марка, ГОСТ, характерный параметр.
 2. Детали изображаются в виде круга, разделенного на две части, в нижнейчасти которого указывается номер позиции детали по спецификации сборочного чертежа, в который она входит.
2. Детали изображаются в виде круга, разделенного на две части, в нижнейчасти которого указывается номер позиции детали по спецификации сборочного чертежа, в который она входит.
 3. Сборочная единица на схеме изображается квадратом, в верхней части которого указывается степень сложности ее, а е нижней части - номер позиции или сборочного чертежа.
3. Сборочная единица на схеме изображается квадратом, в верхней части которого указывается степень сложности ее, а е нижней части - номер позиции или сборочного чертежа.
 4. Детали и сборочные единицы, получаемые с других предприятий или гостированные, изображаются с заштрихованными верхними частями круга или квадрата.
4. Детали и сборочные единицы, получаемые с других предприятий или гостированные, изображаются с заштрихованными верхними частями круга или квадрата.
5. Схема сборки начинается с изображения базовой детали или сборочной единицы, а заканчивается изображением готового изделия.
6. Сборочные единицы или детали, собираемые между собой и с собранными ранее составляющими компонентам изделия одновременно, присоединяются к сборочной линии в одной точке.
7. Детали или сборочные единицы, которые не могут быть собраны одновременно без перерыва во времени или одновременная сборка которых не является технической необходимостью, присоединяется к линии сборки в разных точках.
8. Детали, соединяемые между собой сборочной операцией, образуют сборочную единицу первой степени сложности, которая изображается квадратом на одной линии с ее базовой деталью.
9. Присоединение хотя бы одной детали к собранной ранее сборочной единице образует новую сборочную единицу следующей степени сложности и т.д.
10. Несколько деталей или сборочных единиц, устанавливаемых после их предварительной сборки, но без образования сборочной единицы, изображаются на схеме условными значками и присоединяются к дополнительной линии сборки в последовательности (слева направо) их присоединения, дополнительная линия сборки подводится к основной точке выполнения установки и крепления этих составляющих компонент.
11. Детали, образующие сборочную единицу до установки их в собранную ранее, изображаются условными обозначениями и образуют дополнительную линию сборки, заканчивающуюся сборочной единицей, которая присоединяется к основной линии сборки.
12. Несколько одинаковых деталей или сборочных единиц обозначаются одним условным обозначением, а количество указывается цифрой около знака.
13. Приспособления, применяемые вместо деталей или сборочных единиц, без которых не может быть выполнена сборка, указываются на схеме как детали или сборочные единицы, но пунктиром.
14. Работа, связаннаяс частичной разборкой объекта, указывается на схеме изображением снимаемых деталей (сборочных единиц) или приспособлений со стрелкой, направленной от линии сборки.
15. Переходы сборки, связанные с применением материалов (клея, припоя, масла, спирта, бензина, изоляции и т.п. в переходах намотки, электромонтаже, заливки и т.п.) указываются на схемах с присоединением к линии сборки условного обозначения материала.
16. Порядок установки одновременно нескольких составляющих компонент определяется обходом по часовой стрелке, начиная с крайнего левого над линией сборки деталиили сборочной единицы.
Рассмотрим для примера построение схемы сборочного состава с базовой деталью на основе сборки 01.00.000 сб. магнитопровода поляризованного реле (Рис.4)
Спецификация
01.00.000 сб - реле в сборе 01.01.000 сб - якорь с валиком в сборе 01.02.000 сб - основание в сборе
01.02.007 - штифт 2,5Гх7,5 ГОСТ 3128-70
01.02.003 - основание
01.02.005 - винт М2х6.58 ГОСТ 17473-72
01.00.003 - винт М3х3.58 ГОСТ 1491-72
01.02.006 - шайба 2.65Т.02.9 ГОСТ 6402-70
01.02.004 - полюс
01.01.003 - валик
01.01.002 сб - подшипник 2.000083, ЕТУ 100
01.00.002 - крышка
01.00005-кольцо
01.00.005 - крышка
01.01.002-штифт 1,451x5 ГОСТ 3128-70
01.01.004 - якорь
Поточная схема (рис. 5) имеет одну параллельную дополнительную линию сборки: валик 01.01.003 - сборка 01.01.000 сб. Базовой деталью выбираем о снование 01.02.003, на которое устанавливаем два полюса 01.02.004, каждый из которых закрепляем двумя винтами 01.02.003, девая на них предварительно по шайбе 01.02.006, получая тем самым сборочную единицу первой степени сложности 01.02.001сб. После выверки положения полюсов, для чего используется приспособление Пр 01.01 и вставляется якорь с подшипником, каждым полюс фиксируется четырьмя штифтами 01.02.007, получая сборочную единицу второй степени сложности 01.02.000 сб.
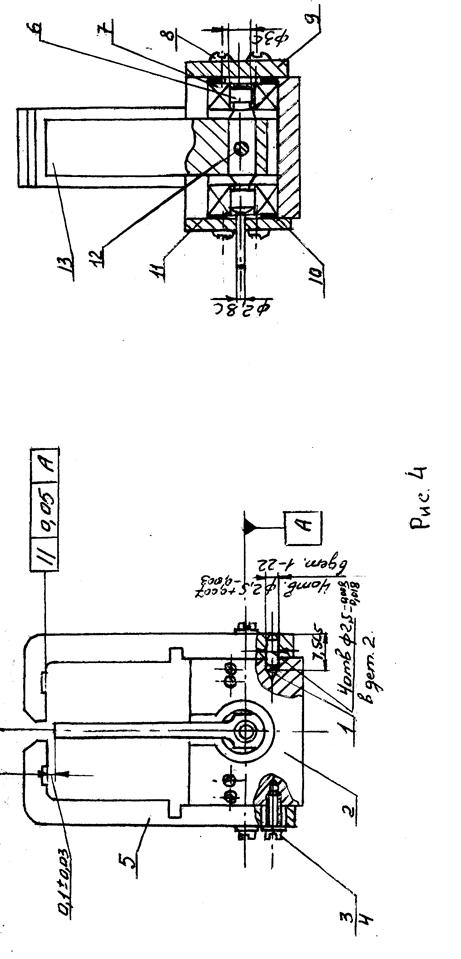
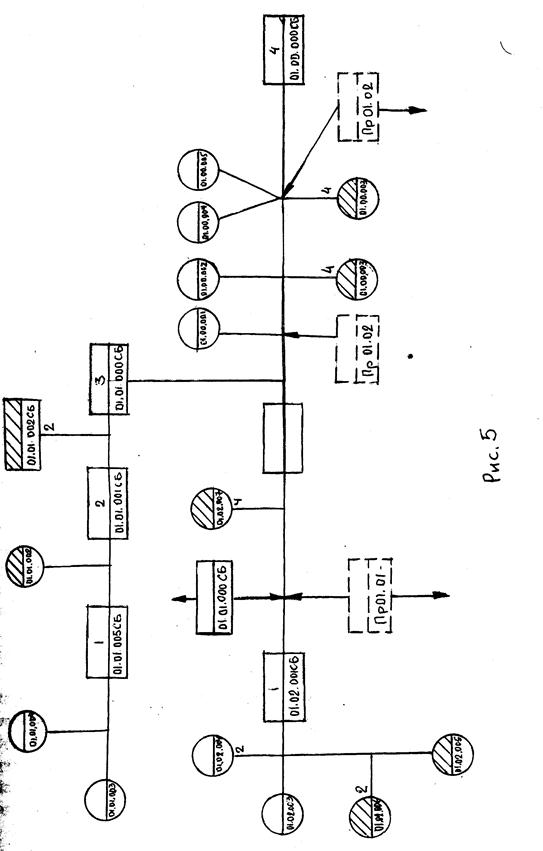
Параллельно с этим на валик 01.01.003 одеваем якорь 01.01.004, получая сборку 01.01.005 сб ификсируем их штифтом 01.01.002, получая сборочную единицу второй степени сложности 01.01.001 сб. Одевая на валик два подшипника 01.01.002 сб по скользящей посадке, получаем новую сборочную единицу третьей степени сложности - якорь с подшипниками 01.01.000 сб, который ставится в основание 01.02.000 сб. Установив одно кольцо 01.00.001, закрываем крышку правую 01.00.002 четырьмя винтами 01.00.003. Так как возможно самопроизвольное выпадение якоря из основания, сборочная единица на данной ступени не получается и только после установки второго кольца 01.00.001 изакреплении крышки левой 01.00.005 четырьмя винтами 01.00.003 получим сборочную единицу 01.00.000 сб четвертой степени сложности. В нашем случае это готовое изделие. При установке второго кольца определяется осевой люфт якоря в интервале 0,05-0,1 мм ирадиальный люфт 0,03-0,01 мм.
Последовательность, а также особенности выполнения сборочных операций наиболее полно отражаются на технологической схеме сборки.
Технологическая схема сборки отличается от схемы сборочного состава тем, что на нее наносят надписи, поясняющие характер соединении, а также требования, которые необходимо обеспечить при выполнении сборки. На ее основе разрабатывают технологический процесс при серийном и массовом производстве. Технологические карты сборки, производственные технологические инструкции, технические условия и технологические карты контроля разрабатывают и оформляют аналогично технической документации для обработки деталей.
Так, маршрутные карты содержат описание технологического процесса сборки изделия по операциям в технологической последовательности с указанием данных по оборудованию, оснастке, материальным, трудовым и другим нормативам. В них дается описание сборки на каждом рабочем месте без разбивки на переходы. В основном маршрутные карты применяются в единичном и мелкосерийном производстве.
Операционные карты содержат подробное описание операцийс расчленением по переходам ис указанием режимов, расчетных норм времени, перечня применяемого оборудования, приспособленки, рабочего и измерительного инструмента. Они применяются в серийном имассовом производстве и разрабатываются на каждую операцию отдельно. Применяются различные формыкарт по отдельным видам работ (карты для сборочных, намоточных, пропиточных, регулировочных и других работ).
В ряде случаев при выполнении операций рабочий руководствуется производственными технологическими инструкциями по намотке, пропитке, сборке и регулировке узлов. В них указываются применяемое оборудование, порядок подготовки сборочных единиц и материалов, последовательность, режимы и описание специфических приемов труда, способы определения качества. Технологические инструкции применяются как самостоятельно, так в качестве дополнения к технологическим картам.
По единой системе технологической документации предусмотрены ее следущие виды:
Маршрутная карта - документ, содержащий описание технологического процесса изготовления (сборки или ремонта) изделия по всем операциям различных видов в технологической последовательности с указанием данных об оборудовании, оснастке, материальных и трудовых нормативах в соответствии с установленными формами. Маршрутные карты применяют в единичном и серийном производстве.
Операционная карта - технологический документ, содержащий описание технологической операции с указанием переходов, режимов обработки и данных о средствах технологического оснащения. Операционные карты применяют в серийном и массовом производстве. Комплект этих карт на изделие по всем операциям дополняют маршрутной картой.
Карта эскизов - технологический документ, содержащий эскизы, схемы и таблицы, необходимые для выполнения технологического процесса, операции или, перехода сборки изделия.
Технологическая инструкция - технологический документ, содержащий описание приемов работы или технологических процессов изготовления или ремонта изделия, правила эксплуатации средств технологического оснащения, описание физических и химических явлений, возникающих при отдельных операциях.
Комплектовочная карта - технологический документ, содержащий данные о деталях, сборочных единицах и материалах, входящих в комплект собираемого изделия.
Ведомостъ оснастки - технологический документ, содержащий перечень технологической оснастки, необходимой для выполнения данного технологического процесса (операции).
Ведомость технологических документов - технологический документ, определяющим состав и комплектность технологических документов, необходимых для изготовления или ремонта изделия.
Технологическая документация содержит также сборочные: чертежи с техническими условиями приемки и технологические схемы общей и узловой сборки.
В технологической документации четко излагаются содержание и условия сборки. Точное выполнение всех указаний технологической документации имеет важное значение для обеспечения технологической дисциплины на производстве и выпуска качественных изделий.

