 2014-02-12
2014-02-12 918
918Таблица 4.1
Модули для расчета погрешности базирования
| Модуль | Схема установки | Выдерживаемый размер | Погрешность базирования |
| Плоскость — плоскость | Рис. 4.1 | Нi Нii | λ 1TAi |
| Цилиндр — призма (плоскость) | Рис. 4.2 | Нi О Нi Оi Нi B Нi H |  + λ 1TA(R) + λ 1TA(R)   |
| При использовании самоцентрирующихся призм во всех зависимостях составляющая Плоскость рассматривается как призма с углом α = 180° | |||
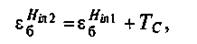
| Цилиндр — цилиндр | Рис. 4.3 | Нi, Н'i Нii | λ2[Td(D) + TD(d) ] + Smin λ2[Td(D) + TD(d) ] + Smin + λ1TR(A) + 2e |
При использовании самоцентрирующихся установочных элементов: Нi 0 Н'I  Нii λ1TR(A) + 2e Нii λ1TR(A) + 2e | |||
| Примечание. ТAi,Td(D),TA(R) – поля допусков соответствующих размеров; Smin – минимальный зазор; е – отклонение от соосности внутреннего и наружного диаметров заготовки; λ1 =0,97, λ2 = 0,517 – вероятностные коэффициенты, учитывающие распределение размеров в пределах поля допуска. |
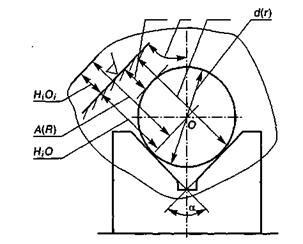
Рис. 4.2. Схема к расчету ε б по модулю «цилиндр — призма (плоскость)»
в зависимости от конкретной схемы базирования. Для линейных размеров, выполняемых от второй базы,
где Тс— допуск на расстояние С между базами.
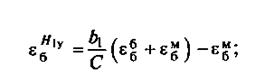
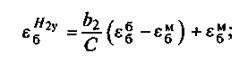
Для размеров Нiy уравнения для расчета εб различны в зависимости от положения места обработки (поверхность или ось). При этом определяются погрешности базирования баз εб1 и ε б 2. После их сравнения выделяется большая ε бб и меньшая ε мб по величине погрешность, определяется размер bi — расстояние наиболее удаленной точки места обработки
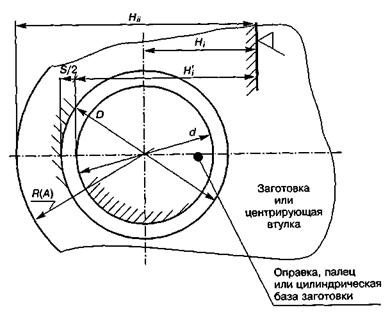 |
Рис. 4.3. Схема к расчету ε6 по модулю «цилиндр — цилиндр»
 |
Рис. 4.4. Схемы к расчету εб по комбинированному модулю
 |
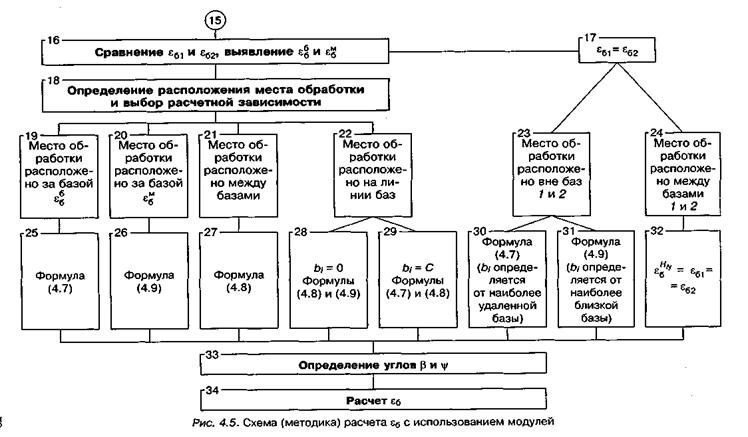 |
от базы с меньшей ε мб (на схеме это база 2— условно). Если εб1 = εб2, то размер bi, можно определять от любой базы.
Возможны три варианта положения места обработки:
1) за базой с большей погрешностью базирования (εб1 = ε бб), при этом
 |
| 3) за базой с меньшей погрешностью базирования (εб1 = ε мб), при этом |
 |
2) между базами 1 и 2, при этом
При граничных условиях, т.е. когда bi = 0, расчет ведется по зависимостям 2-го либо 3-го варианта; когда bi = С — по зависимостям 1-го или 2-го варианта, результат будет один и тот же; если ε б1 = ε б2 и место обработки расположено вне баз 1 и 2, используется зависимость
1-го варианта; при расположении места обработки между базами
Угол перекоса заготовки β, характеризующий отклонения от параллельности (перпендикулярности), определяется из соотношения
Если линия, проходящая через центры баз, расположена под углом ψ к размерным стрелкам (непараллельна или неперпендикулярна), то при расчете εб как линейных, так и угловых размеров величину εб, рассчитанную по полученным зависимостям, необходимо умножить на соsψ.
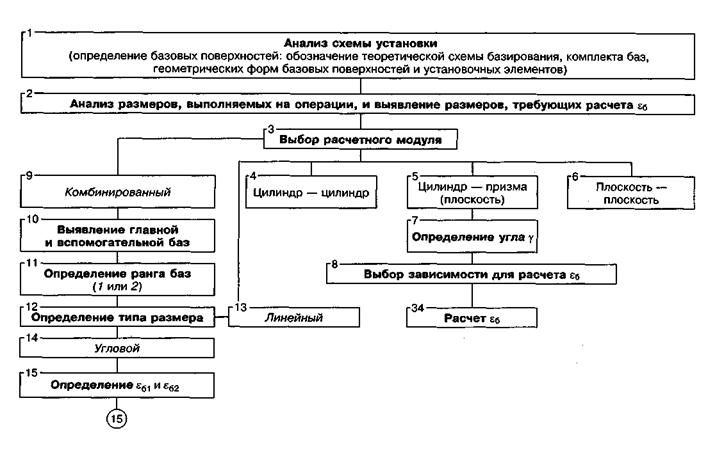
Схема (методика) расчета погрешности базирования с использованием модулей приведена на рис. 4.5.
Литература:
1.Косилова А.Г., Мещеряков Р.К. Точность обработки, заготовки и припуски в машиностоении. Справочник технолога. М.; Машиностроение, 1985, 288 с.
2.Справочник технолога-машиностроителя (под ред. А.Г. Косиловой и Р.К. Мещерякова) Т.1. М., Машиностроение, 1986. 656 с.
3. Станочные приспособления. Справочник (под ред. Б.Н.Вардашкина и др.) Т. 1, М.; Машиностроение, 1984, 592 с.
4. Корсаков В.С. Основы конструирования приспособлений. М.; Машиностроение, 1983, 277 с.
Занятия поводятся после изучения темы «Основы базирования. Точность изготовления деталей».
Работу проводят в группе, разбитой на бригады по 3 – 5 человек, исходя из имеющегося количества заданий и условий для работы студентов и преподавателя.
Каждая бригада получает индивидуальное задание.
Выполнение работы следует сопровождать чертежами, записями, таблицами и расчетами для последующего оформления отчета.








