 2014-02-13
2014-02-13 1439
1439Литье под давлением (ЛД) (рис. 17Л)
Литье в кокиль (ЛК) (рис. 16Л)
Рис. 14Л Изготовление отливки на вертикальной центробежной машине
Центробежное литье (ЦЛ) (рис. 14Л, 15Л)
ЦЛ – процесс получения отливок в результате свободной заливки расплавленного металла во вращающиеся формы. Перед началом работы изложницы подогревают до температуры 200°С. Расплавленный металл заливают во вращающуюся форму. Вращение формы осуществляется до полного затвердевания металла. Формирование отливки происходит под действием центробежных сил.
Различают машины с вертикальной и горизонтальной осями вращения.
а- машины с вертикальной осью вращения (рис. 14Л)
|

б – машины с горизонтальной осью вращения (рис. 15Л)
  Рис. 15Л Изготовление отливки на горизонтальной центробежной машине 1 – металлическая изложница; 2 – опорные ролики; 3 – стержень, формирующий раструб трубы; 4 – разливочный ковш; 5 – жёлоб; 6 – тележка; 7 – образующаяся отливка Рис. 15Л Изготовление отливки на горизонтальной центробежной машине 1 – металлическая изложница; 2 – опорные ролики; 3 – стержень, формирующий раструб трубы; 4 – разливочный ковш; 5 – жёлоб; 6 – тележка; 7 – образующаяся отливка |
| Процесс изготовления отливки. Металлическая изложница 1 закрепляется в опорных роликах 2 и приводится во вращение электродвигателем (рис. 15Л). Для образования раструба трубы в изложницу перед началом работы устанавливается песчаный стержень 3. После того, как электродвигатель приводит изложницу 1 во вращение (с частотой 150–1200 мин –1), расплавленный металл из разливочного ковша 4 заливается в изложницу по жёлобу 5, установленному на тележке 6. В процессе заливки жёлоб 5 синхронно с ковшом 4 перемещается вправо с постоянной скоростью, что обеспечивает получение одинаковой толщины отливаемой трубы 7 по её длине. Изложница вращается до полного затвердевания залитого расплава, после чего отливку извлекают из изложницы. Иногда, для лучшего заполнения полости формы расплавленным металлом, изложницу устанавливают под углом α.В зависимости от жидкотекучести расплавленного металла значение αлежит в диапазоне α= 5-12 град. Машины с горизонтальной осью вращения применяются для получения отливок большой протяженности. |
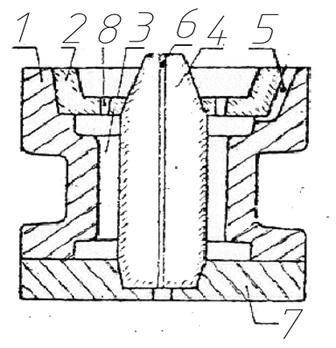 Рис. 16Л. Литье в кокиль 1- полукокиль; 2- литниковый стержень с отверстиями для приема расплавленного металла и формирования верхней наружной поверхности отливки; 3- полость литейной формы для формирования отливки; 4 – центральный стержень для формирования отверстия в отливке; 5- выпор (для контроля степени заполнения полости литейной формы); 6- вентиляционный канал для выхода газов; 7- поддон (для крепления стержня и формирования нижней наружной поверхности отливки); 8- отверстия в литниковом стержне для подвода расплавленного металла в полость литейной формы. Рис. 16Л. Литье в кокиль 1- полукокиль; 2- литниковый стержень с отверстиями для приема расплавленного металла и формирования верхней наружной поверхности отливки; 3- полость литейной формы для формирования отливки; 4 – центральный стержень для формирования отверстия в отливке; 5- выпор (для контроля степени заполнения полости литейной формы); 6- вентиляционный канал для выхода газов; 7- поддон (для крепления стержня и формирования нижней наружной поверхности отливки); 8- отверстия в литниковом стержне для подвода расплавленного металла в полость литейной формы. |
| Процесс изготовления отливки. Расплавленный металл из разливочного ковша заливается в литниковый стержень 2, имеющий углубление для приема расплава. Через отверстия 8 литникового стержня жидкий металл попадает в полость кокиля 3, где при охлаждении расплава формируется отливка. При литье в кокиль используется как металлические, так и песчаные стержни 4. |
ЛД – технологический процесс получения отливок в результате принудительного залива расплавленного металла в металлическую пресс-форму. Пресс-форма изготавливается из высокопрочных сталей. Полости в отливках выполняются только металлическими стержнями.
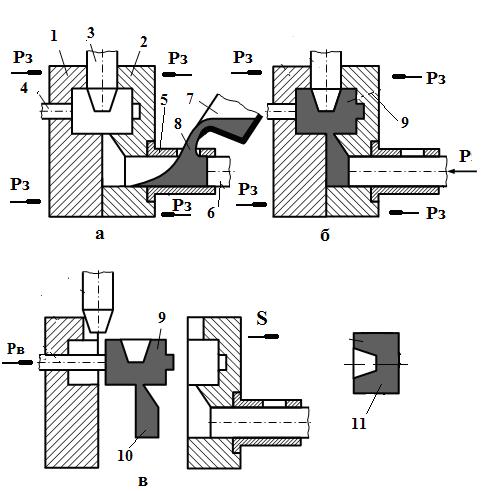 Рис. 17Л Изготовление отливки литьём под давлением а – заливка порции расплавленного металла в камеру прессования; б – подача расплава плунжером в полость пресс-формы и формирование отливки; в – раскрытие пресс-формы и удаление отливки из её полости: 1 – подвижная полуформа; 2 – неподвижная полуформа; 3 – металлический стержень для образования полости в отливке; 4 – выталкиватель; 5 – камера прессования; 6 – плунжер; 7 – разливочный ковш; 8 – расплавленный металл; 9 – отливка с заусенцем; 10- заусенец; 11- отливка после удаления (обрубки) заусенца Рз – усилие закрытия пресс-формы; Р – усилие запрессовки расплавленного металла; Рв – усилие выталкивания отливки; S – перемещение подвижной части пресс-формы. Условие нераскрытия пресс-формы: Рз > Р Процесс изготовления отливки. Перед заливкой пресс-форму обычно нагревают до температуры 100–300°С. Затем внутрь камеры прессования 5, запертой с правой стороны плунжером 6, через окно с помощью разливочного ковша 7 заливают порцию расплавленного металла 8 (рис. 17, а). После этого к плунжеру 6 (рис. 17, б) прикладывается давление, вызывающее движение плунжера влево и последовательное запирание окна для заливки металла и запрессовку расплава в полость пресс-формы с образованием отливки 9. После полного затвердевания отливки 9 (рис. 17, б) подвижная полуформа 1 вместе со стержнем 3 и удерживаемой им отливкой 9 перемещаются влево, раскрывая пресс-форму. Вслед за этим стержень 3 поднимается вверх (рис. 17, в), и выталкиватель 4 извлекает отливку 9 из полуформы 1. Рис. 17Л Изготовление отливки литьём под давлением а – заливка порции расплавленного металла в камеру прессования; б – подача расплава плунжером в полость пресс-формы и формирование отливки; в – раскрытие пресс-формы и удаление отливки из её полости: 1 – подвижная полуформа; 2 – неподвижная полуформа; 3 – металлический стержень для образования полости в отливке; 4 – выталкиватель; 5 – камера прессования; 6 – плунжер; 7 – разливочный ковш; 8 – расплавленный металл; 9 – отливка с заусенцем; 10- заусенец; 11- отливка после удаления (обрубки) заусенца Рз – усилие закрытия пресс-формы; Р – усилие запрессовки расплавленного металла; Рв – усилие выталкивания отливки; S – перемещение подвижной части пресс-формы. Условие нераскрытия пресс-формы: Рз > Р Процесс изготовления отливки. Перед заливкой пресс-форму обычно нагревают до температуры 100–300°С. Затем внутрь камеры прессования 5, запертой с правой стороны плунжером 6, через окно с помощью разливочного ковша 7 заливают порцию расплавленного металла 8 (рис. 17, а). После этого к плунжеру 6 (рис. 17, б) прикладывается давление, вызывающее движение плунжера влево и последовательное запирание окна для заливки металла и запрессовку расплава в полость пресс-формы с образованием отливки 9. После полного затвердевания отливки 9 (рис. 17, б) подвижная полуформа 1 вместе со стержнем 3 и удерживаемой им отливкой 9 перемещаются влево, раскрывая пресс-форму. Вслед за этим стержень 3 поднимается вверх (рис. 17, в), и выталкиватель 4 извлекает отливку 9 из полуформы 1. |
Дефекты отливок по месту расположения подразделяют на наружные и внутренние. Наружные находятся на поверхности отливки, внутренние – в теле отливки. Все дефекты отливок могут быть как наружными, так и внутренними.

