 2015-01-21
2015-01-21 1002
1002В общем случае возможны два основных направления повышения надежности элементов:
1) устранение причин отказов при изготовлении элементов
путем изучения, усовершенствования технологического процесса
и повышения контроля. Для такого усовершенствования необходима замкнутая цепь обратной связи для передачи производственной информации.
2) выявление и удаление элементов с действительными и
потенциальными отказами из готовой продукции до поставки ее
потребителю.
Наиболее эффективным методом повышения надежности является устранение причин отказов путем усовершенствования технологии. Необходимо всеми силами добиваться более эффективной и оперативной производственной обратной связи. Но известно, что отказы возможны даже в хорошо освоенной продукции. По этой причине перед отправкой элементов заказчику может производиться тренировка, в процессе которой отказавшие элементы отбраковываются из массовой продукции. Ниже приводится теоретическое обоснование тренировки.
Тренировка — это такой метод отбраковки, при котором элементы заставляют работать в определенных условиях окружающей среды и электрической нагрузки, выбранных таким образом, чтобы в процессе работы вызвать отказ у дефектных элементов, не повреждая хороших. К дефектным элементам относятся те, которые могут отказать в течении предполагаемого времени работы элементов.
Перед тренировкой все элементы проверяются на соответствие техническим условиям (ТУ). Если они удовлетворяют требованиям ТУ, то их подвергают тренировке при заданных условиях нагрузки и затем производят повторную проверку соответствия требованиям ТУ. При этом все элементы, не удовлетворяющие требованиям ТУ, считаются отказавшими и удаляются из продукции. Оставшиеся элементы отправляются потребителю. Это позволит снабдить потребителя элементами, которые наверняка будут работать более длительное время.
Рассмотрим, каким образом тренировка позволяет обеспечить потребителя надежными элементами. Для этого воспользуемся распределением Вейбулла и будем считать, что оно достаточно хорошо описывает распределение времени до отказа элементов.
Как указывалось ранее, плотность распределения»временидо отказа для распределения Вейбулла задается выражением
 (4.15)
(4.15)
где с, в — параметры распределения; в называют коэффициентом формы.
Напомним, что интенсивность отказов л(t), как функция времени, связана с характеристикой щ(t) зависимостью вида
 (4.16)
(4.16)
где p(t) — вероятность безотказной работы элемента за время t. Нетрудно убедиться, что в случае распределения Вейбулла
 (4.17)
(4.17)
Подставив выражения (4.15) и (4.17) в соотношение (4.16) получим
 (4.18)
(4.18)
На рис.4.19 показаны графики зависимости интенсивности отказов от времени при нескольких значениях вейбулловскогопараметра формы р. Графики построены с использованием выражения (4.18).
Предположим, что тренировка длится до точки t1 и наша цель — добиться минимальной средней интенсивности отказов л в интервале от t1 до t2. Дадим характеристику трем случаям, указанным на рис.4.19.
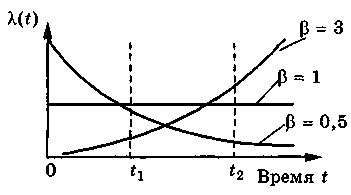
| Рис. 4.19. Зависимость интенсивности отказов от времени при разных значениях коэффициента формы в |
1. Если в > 1, то тренировка приведет к увеличению интенсивности отказов за период от t1до t2 по сравнению с интенсивностью за тот ж интервал времени, начинающийся от нуля.
2. Если в = 1, то средняя интенсивность отказов постоянна
на всем интервале времени и тренировка не улучшает и не ухудшает надежности выпускаемой продукции.
3. Если в< 1, то средняя интенсивность отказов на интервале от t1до t2 ниже, чем она составляет за тот же интервал времени, начинающийся от нуля.
Таким образом, проведение тренировки с целью отбраковки имеет смысл только тогда, когда интенсивность для данного типа элементов уменьшается со временем. Если вейбулловское распределение подходит для описания распределения времени до отказа, то тренировка целесообразна тогда, когда параметр формы в<1. При экспоненциальном законе распределения времени до отказа тренировка не дает никакого эффекта, так как оно является частным случаем распределения Вейбуллаприв = 1.
Известно, что при нормальном распределении времени до отказа интенсивность отказов возрастает со временем. Поэтому для таких элементов как элементы коммутации, механические элементы, функционирование которых сопровождается износом, тренировка не оправдана, ибо для них справедлив нормальный закон распределения времени до отказа.
Чем меньше параметр формы в, тем более эффективной будет тренировка, в течение любого данного отрезка времени и, следовательно, тем меньше будет средняя интенсивность отказов элементов, поставляемых потребителю.
На рис.4.20 приведена, зависимость эффективности тренировки от параметра формы Р при разной длительности тренировки. Под эффективностью тренировки понимают отношение количества отказов, возникших при тренировке, к полному числу отказов при эксплуатации, выраженное в процентах.
Предполагается, что время работы равно 10000 ч, а условия тренировки близки к рабочим. Кривые графиков легко получить из графика распределений Вейбулла на вейбулловскои вероятностнойзависимости, подобные приведенным на рис. можно построить при любых требованиях, предъявляемым к элементам.По ним можно определить, нужна ли тренировка и, если нужна, какова должна быть ее продолжительность.
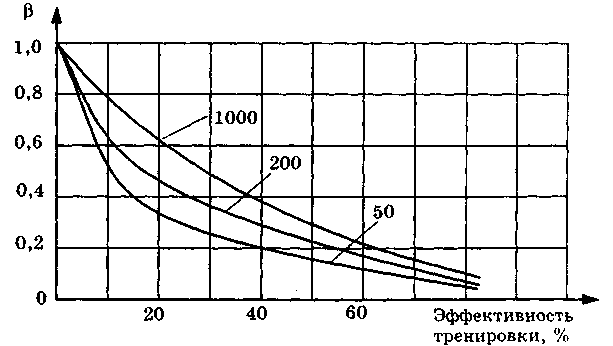
| Рис.4.20. Эффективность тренировки в зависимости от параметра формы в (для каждой кривой указана продолжительность тренировки в ч) |








