 2015-01-30
2015-01-30 1051
1051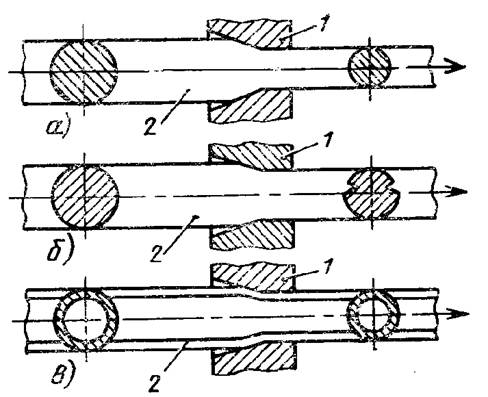 |
Волочение – процесс ОМД, заключающийся в протягивании заготовки через постепенно сужающееся отверстие в инструменте, называемый волокой, имеющий форму поперечного сечения канала близкую к готовой детали (рис. 5.4.).
Рис. 5.4. Схема основных видов волочения:
а – круглого сплошного профиля; б – некруглого сплошного профиля;
в – круглой трубы без оправки;
1 – волока; 2 – протягиваемое изделие.
Волочением получают проволоку от 0,002 до 10 мм, круглые и фасонные профили диаметром от 3до 150 мм, трубы диаметром до 400 мм.
Процесс волочения осуществляется в основном в холодном состоянии, но при обработке титановых и тугоплавких сплавов, процесс волочения осуществляется с предварительным нагревом заготовки.
Ковка
Ковкой называется процесс ОМД, заключающийся в деформировании нагретой заготовки рабочими поверхностями универсального инструмента при свободном течении металла в стороны.
Ковка характеризуется большой неравномерностью деформации вызываемой контактным трением и применяется при изготовлении деформированных изделий относительно несложной конфигурации, часто довольно крупных размеров в условиях единичного и крупносерийного производства.
Для оценки величины деформации используют коэффициенты уковки:
Кос= F/ F0 = Н/h > 1,
где: F0 и F – площадь поперечного сечения заготовки соответственно до и после операции осадки;
Н и h – высота заготовки соответственно до и после операции осадки.
Технологическая схема ковки включает в общем случае следующие операции: резку заготовок на мерные длины; нагрев перед деформацией; ковку; обсечку облоя; термообработку; контроль. Заготовками для ковки являются слитки, блюмсы, прутки круглого и квадратного сечения.
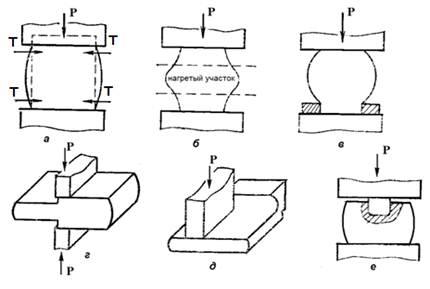 |
Наиболее характерные операции свободной ковки показаны на рис. 5.5.
Рис.5.5. Операции свободной ковки:
а – осадка; б, в – высадка; г – протяжка; д – разгонка; е – прошивка.
Процесс свободной ковки может осуществляться вручную, молотом или прессом.
Для простейшего случая осадки силу пресса Р (Н),для проведения операции можно определить по приближенной формуле:
Р = рF,
где: р – удельное давление, которое для малоуглеродистых сталей можно принять равным 16 МПа, для среднеуглеродистой стали – 17,5 МПа;
F – наибольшая площадь поперечного сечения поковки после осадки, м2.








