 2015-01-30
2015-01-30 2006
2006Пример. Определить режимы и основные технологические показатели ЭЭО глухого паза 50´10´10, выполненной по 7-му квалитету, Rа = 1,6 мкм, в закаленной стальной высокоуглеродистой пластине в условиях серийного производства. ЭЭО предусматривает принудительную прописку рабочей жидкости и использование широкодиапазонного генератора импульсов.
Решение. Указанны условия по точности и шероховатости поверхности могут быть выполнены при электроискровом режиме обработки с прямой полярностью включения электродов, со временем импульса  = 5...200 мкс, при частоте f = (50...2)103Гц. В качестве диэлектрической жидкости можно использовать пиронафт (керосин осветлённый тяжелый). Но при подобном режиме производительность обработки будет незначительна. В условиях серийного производства наиболее целесообразно применение комбинированной обработки, а именно: предварительную обработку, черновую, произвести в более производительном электроимпульсном режиме, а окончательную чистовую обработку - электроискровом режиме.
= 5...200 мкс, при частоте f = (50...2)103Гц. В качестве диэлектрической жидкости можно использовать пиронафт (керосин осветлённый тяжелый). Но при подобном режиме производительность обработки будет незначительна. В условиях серийного производства наиболее целесообразно применение комбинированной обработки, а именно: предварительную обработку, черновую, произвести в более производительном электроимпульсном режиме, а окончательную чистовую обработку - электроискровом режиме.
Для обеспечения комбинированной обработки необходимо изготовление двух видов инструментов-электродов: из металлографита по 10-му квалитету точности при Ra = 6,3 мкм и из меди по 6-му квалитету точности с Ra = 0,8 мкм, соответственно для черновой и чистовой обработок.
В конструкциях инструментов необходимо предусмотреть отверстия для прокачки рабочей жидкости. Схемы черновой и чистовой обработок изображены на рис. 5.3.
Примем межоперационный припуск z = l мм.
a). Определим режимы и основные технологические показатели черновой ЭЭО.
В качестве рабочей жидкости принимаем масло индустриальное 20 (кинематическая вязкость 10-4 м2/с — при 30 °С, температура вспышки 170°). Согласно таблице 1.1 примем  = 500А;
= 500А;  = 30 В;
= 30 В;  = 103 Гц;
= 103 Гц;  = 1.
= 1.
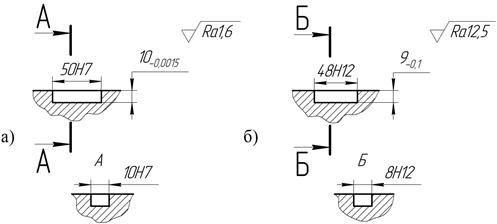
Рис. 5.3-Схемы обработок: а) чистовая, б) черновая
По формуле 1.1 определяем энергию импульса:
 Дж,
Дж,
где  c.
c.
Находим радиус полусферы металла, выплавляемого одним импульсом, по формуле 1.3:
 м
м  мм,
мм,
где - температура плавления стали Т = 1800 °К(Т = 273,15 + t °С);
- начальная температура заготовки T 0 = 300 °К;
- безразмерный температурный параметр  ;
;
- коэффициент полезного использования энергии импульса  ;
;
- удельная теплоёмкость заготовки  Дж/(кг×К);
Дж/(кг×К);
- плотность заготовки  кг/м3.
кг/м3.
Находим объём металла, удаляемого одним импульсом, по формуле 5.4:
( мм).
мм).
 мм3.
мм3.
Производительность ЭЭО определяем по формуле 5.7, принимая  ,
,  мм3/с = 216 мм3/мин.
мм3/с = 216 мм3/мин.
Определим скорость перемещения электрода-инструмента по формуле 5.9 с учётом припусков под чистовую обработку:
 мм/мин;
мм/мин;
где  мм2.
мм2.
Определим основное время черновой обработки по формуле 5.10:
 мин.
мин.
Определим ожидаемую шероховатость поверхности после черновой обработки по формуле 1.11, принимая р = 1/3 и kн = 20:
 мкм,
мкм,
 мкм.
мкм.
б). Определим режимы и основные технологические показатели чистовой ЭЭО.
В качестве рабочей жидкости принимаем пиронафт. Режимы работы - электроискровой, прямой.
Определим энергию импульса, обеспечивающего требуемое качество обработки поверхностей ( = 1,6 мкм или
= 1,6 мкм или  мкм). Из формулы 5.11 находим
мкм). Из формулы 5.11 находим  , принимая р = 1/3 и kн = 10, что соответствует чистовой обработке, получим
, принимая р = 1/3 и kн = 10, что соответствует чистовой обработке, получим
 Дж.
Дж.
Ориентируясь на полученное значение Аи.т, по рекомендациям, представленным в таблице 5.1, примем следующие электродинамические параметры:  = 50 А;
= 50 А;  = 150 В;
= 150 В;  с; q = 2.
с; q = 2.
Отсюда находим реальное значение энергии импульса для чистовой обработки, по формуле 5.1:
 Дж.
Дж.
Меньшее значение энергии импульса, по сравнению с требуемым значением, гарантирует получение необходимого качества поверхности обработки и незначительно уменьшит производительность процесса, поэтому в дальнейших расчётах будем ориентироваться на выбранные электродинамические параметры.
Находим радиус полусферы в заготовке, выплавляемой под воздействием одного импульса, по формуле 5.3:
( K; ;
K; ;  ; Дж/(кг×К); кг/м3)
; Дж/(кг×К); кг/м3)
 м
м  мм (
мм ( мм).
мм).
Находим объём металла, удаляемого одним импульсом, по формуле 5.4:
 мм3.
мм3.
Определяем объём металла, удаляемого суммарной энергией импульса, в 1 Дж (чтобы использовать выражение 5.7, необходимо затратить энергию не менее 1 Дж).
 мм3.
мм3.
Определяем производительность чистового процесса ЭЭО по формуле 5.7 ().
 мм3/с = 22,617 мм3/мин.
мм3/с = 22,617 мм3/мин.
Скорость перемещения электрода-инструмента, с учётом припусков под чистовую обработку, (рис. 5.1 в зависимости от площади обработки) распределится по двум уровням, формула 5.9:
 мм/мин; (
мм/мин; ( мм2);
мм2);
 мм/мин; (
мм/мин; ( мм2).
мм2).
Определяем основное время по двум уровням скорости (формула 5.10):
 мин.
мин.
 мин.
мин.
Находим основное время чистовой обработки
 мин.
мин.
Таким образом, согласно условиям задачи, определены следующие параметры ЭЭО:
для черновой обработки: электроимпульсный режим, масло индустриальное 20;
= 500 А; = 30 В;  Гц; q = 1;
Гц; q = 1;  Дж;
Дж;  с;
с;
 мм/мин;
мм/мин;  мин;
мин;  мм3/мин;
мм3/мин;  мкм;
мкм;
для чистовой обработки: электроискровой режим, прямой; диэлектрическая жидкость - пиронафт;
= 50 А; = 150 В; с; q = 2;  Дж;
Дж;
 мкм;
мкм;  мм/мин;
мм/мин;  мм/мин;
мм/мин;  мин.
мин.

