 2015-01-30
2015-01-30 2053
2053В основе процесса ЭХО находится анодное растворение металла в среде электролита под действием электрического тока. Основным технологическим показателем этого процесса является скорость растворения
 м/с, (5.12)
м/с, (5.12)
где  - коэффициент выхода по току, характеризующий долю полезного использования тока
- коэффициент выхода по току, характеризующий долю полезного использования тока  в зависимости от обрабатываемых материалов);
в зависимости от обрабатываемых материалов);
 -электрохимический эквивалент, кг/А·с;
-электрохимический эквивалент, кг/А·с;
 - удельная электропроводимость электролита, См/м (См - сименс, электрическая проводимость проводника сопротивлением 1Ом);
- удельная электропроводимость электролита, См/м (См - сименс, электрическая проводимость проводника сопротивлением 1Ом);
 - напряжение, В;
- напряжение, В;
 - плотность обрабатываемого материала, кг/м3;
- плотность обрабатываемого материала, кг/м3;
s - межэлектродный зазор, м.
Существуют две основные схемы ЭХО, а именно, с неподвижным электродом-инструментом и с подвижным электродом-инструментом (рис. 5.4).
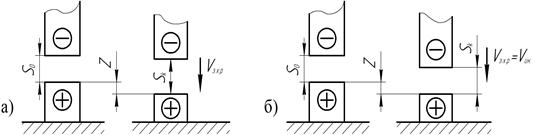
Рис. 5.4- Схема ЭХО: а) с неподвижным электродом-инструментом; б) с подвижным электродом-инструментом
По схеме с неподвижным электродом-инструментом  и
и  -межэлектродные промежутки в начале и в конце процесса, а Z - технологический припуск. По этой схеме с увеличением межэлектродного промежутка уменьшаются скорость и производительность анодного растворения.
-межэлектродные промежутки в начале и в конце процесса, а Z - технологический припуск. По этой схеме с увеличением межэлектродного промежутка уменьшаются скорость и производительность анодного растворения.
Если обозначить приращение межэлектродного зазора  за время
за время  , то скорость одного растворения металла будет
, то скорость одного растворения металла будет
 . (5.13)
. (5.13)
Из данного выражения определяем время, необходимое для удаления припуска на обработку,
 . (5.14)
. (5.14)
Среднюю скорость анодного растворения при неподвижных электродах-инструментах находим из выражения
 . (5.15)
. (5.15)
Время, за которое снимается припуск на обработку, является основным временем ( ).
).
По схеме с подвижным электродом-инструментом, (рис. 5.3,б) межэлектродный зазор остаётся постоянным.
Скорость одного растворения равна скорости инструмента и определяется по формуле 5.13. Основное время ЭХО определяется из выражения
 . (5.16)
. (5.16)
Производительность процесса ЭХО для обеих систем находим из выражения
 , (5.17)
, (5.17)
где S - площадь обрабатываемой поверхности.
Для правильного выбора источника питания ЭХО, необходимо знать силу выходного тока, которую определяем по формуле
 [A]. (5.18)
[A]. (5.18)

