 2015-01-30
2015-01-30 1425
1425Задача. По схемам с неподвижным и подвижным электродами-инструментами определить основные технологические и гидродинамические параметры и погрешность обработки при изготовлении методом ЭХО паза в пластине из стали 65Г (55...60 HRC) (рис. 5.6) при следующих условиях:
- состав электролита NaCl (25 %);
- коэффициент выхода по току  = 0,9;
= 0,9;
- электрохимический эквивалент  кг/(А×с);
кг/(А×с);
- удельная электропроводимость электролита  См/м;
См/м;
- плотность обрабатываемого материала  кг/м3;
кг/м3;
- плотность продуктов обработки в электролите  кг/м3;
кг/м3;
- массовая концентрация продуктов обработки на аноде Са = 0,92;
- массовая концентрация продуктов обработки в электролите С = 0,02;
- безразмерный коэффициент k = 4,64;
- динамическая вязкость электролита  кг/с×м;
кг/с×м;
- кинематическая вязкость электролита  м/с;
м/с;
- коэффициент диффузии  м2/с;
м2/с;
- начальный межэлектродный зазор  м;
м;
- напряжение U = 10 В;
- длина обработки 0,1 м;
- погрешность заготовки  мм;
мм;
- обрабатываемая заготовка установлена на 1 м выше насоса для прокачки электролита.
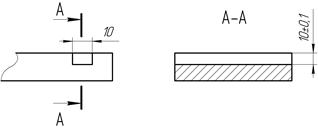
Рис. 5.6- Эскиз обрабатываемой детали
Решение:
Определяем скорость анодного растворения, основное время и производительность ЭХО.








