 2015-02-14
2015-02-14 871
871По типу стана и конструкции рабочих клетей слябинги можно разделить на: 1) дуо-реверсивные (типа блюминга) без вертикальных валков, 2) то же, дуо-реверсивные с одной парой вертикальных валков, 3) с двумя парами вертикальных валков (универсальные станы).
В слябинге без вертикальных валков английской фирмы «Деви» имеется только один врезной калибр для прокатки слитка на ребро. Слябинг с двумя парами вертикальных валков более сложен по конструкции; доступ к рабочей клети горизонтальных валков, расположенной между клетями с вертикальными валками, затруднителен.
Очень важное значение для работы стана имеет расположение вертикальных валков, кантовального устройства (с передней или задней стороны стана) и пульта управления.
У слябинга европейского типа вертикальные валки и кантовальное устройство расположены с передней стороны стана, у слябинга американской фирмы Места — вертикальные валки сзади, а кантователь— спереди, что затрудняет манипулирование стана. У стандартного слябинга, как и у первого советского, вертикальные валки, кантователь и пульт управления расположены спереди стана, что облегчает его обслуживание.
При конструировании первого советского слябинга были в основном использованы материалы американских фирм Юнайтед и Места.
Данные об основных размерах различных слябингов приведены в табл. 2.
Конструкции основного и вспомогательного оборудования стандартного слябинга, как более мощного стана по сравнению с блюмингом, выбраны более совершенные и надежные в работе. Расположение основного и вспомогательного оборудования (в плане) и продольный разрез первого советского слябинга [4] представлены на фиг. 33.
 В американской практике в качестве основного размера стана принимается величина диаметра шестеренного валка, в советской, как и в европейской, величина диаметра рабочего валка.
В американской практике в качестве основного размера стана принимается величина диаметра шестеренного валка, в советской, как и в европейской, величина диаметра рабочего валка.
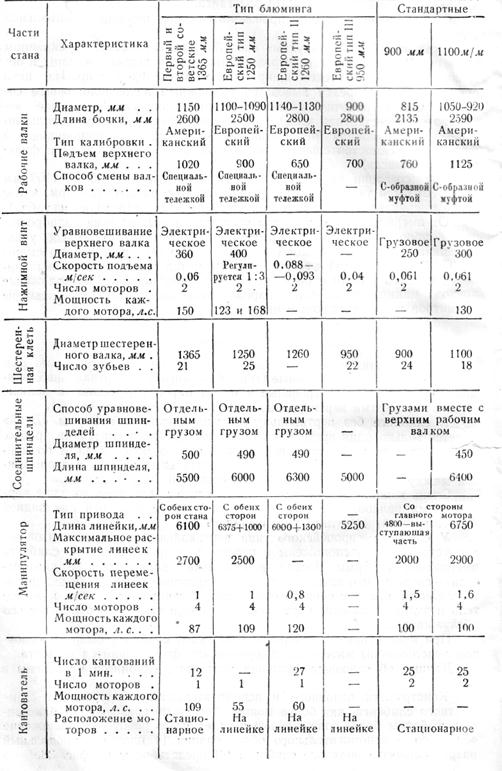
Таблица 1* Данные об основных элементах различных блюмингов [2]
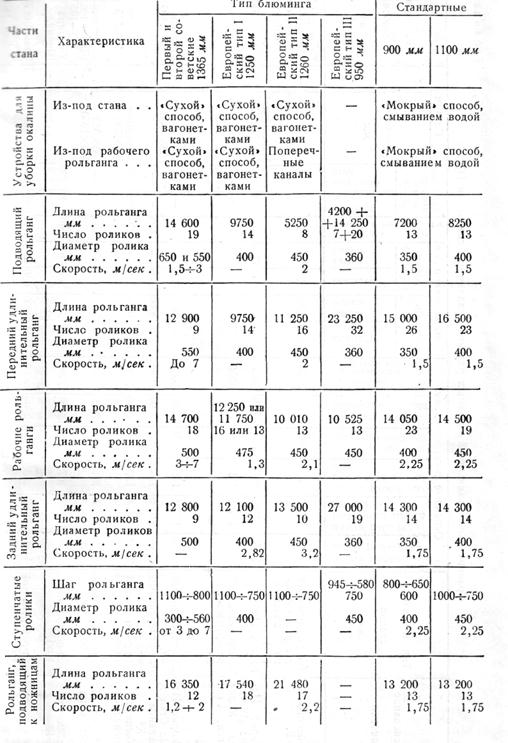
Продолжение табл. 1*
* Данные заимствованы из табл. 5 и 7 «Материалов по стандартизации прокатного оборудования» под редакцией инж. А. В. Истомина.
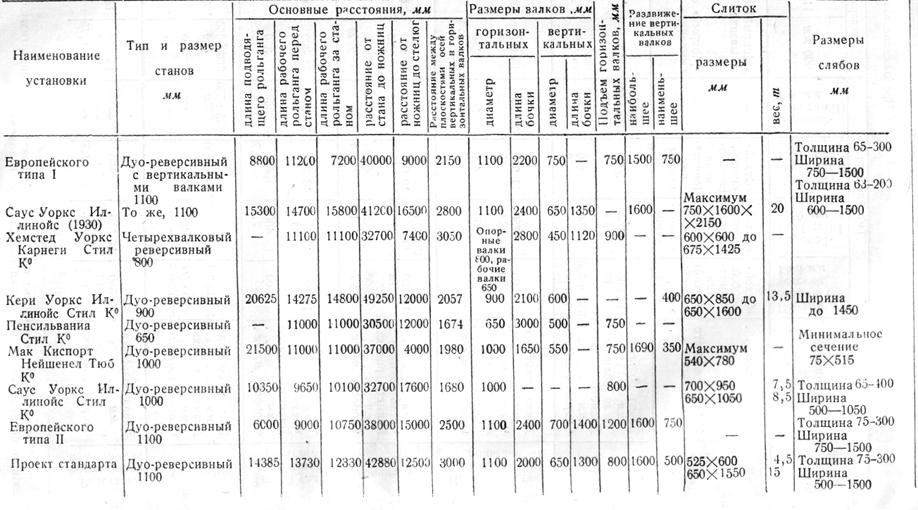
Т а б л и ц а 2 Сравнительные данные об основных размерах различных слябингов [3]
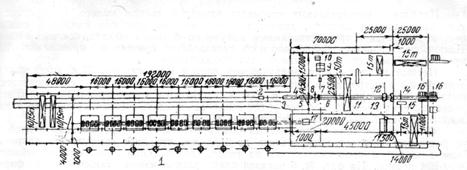
Фиг. 33. План расположения первого советского слябинга и его вспомогательного оборудования:
1- нагревательные колодцы; 2 — тележка-опрокидыватель; 3 — весы для слитков; 4 — приемный рольганг; 5— передний рабочий рольганг; 6 — задний рабочий рольганг; 7 — горизонтальные валки слябинга, 8 — вертикальные валки слябинга; 9 — мотор для горизонтальных валков; 10 — мотор для вертикальных валков; 11 — подводящий рольганг к ножницам; 12 — ножницы для слябов и упор; 13 — конвейер для уборки обрезков; 14 — отводящий рольганг от ножниц; 15 — весы для слябов; 16 — карманы для слябов и сталкиватели; 17 — яма для уборки шлака от колодцев
Отличительной особенностью основного оборудования слябинга по сравнению с блюмингом является наличие клети вертикальных валков с самостоятельным приводом и отсутствие шестеренной клети (каждый горизонтальный рабочий валок при помощи длинных шпинделей приводится в движение от мотора мощностью в 5000 л. с.).
Особенностью вспомогательного оборудования слябинга по отношению к блюмингу является наличие тележки-опрокидывателя с подшипниками из витых роликов типа Хайтт; более массивных конструкций рольгангов с такими же подшипниками (из витых роликов); одностороннего манипулятора; более мощных ножниц с верхним резом; качающегося стола за ножницами; транспортера для обрезков; весов, установленных на отводящем рольганге; сталкивателей и стапелирующега устройства; стеллажей с подвижными упорами и т. д.
Окалина сбивается водой под давлением, подаваемой через сопла (12 шт.), установленные над рольгангом между клетями вертикальных и горизонтальных валков; окалина убирается грейферным краном.
Все подшипники слябинга, за исключением подшипников редукторов ножниц, смазываются густой смазкой от автоматической установки типа Фарвал. Шестерни работают в масляной ванне. Система смазки подшипников и зубчатых зацеплений редукторов ножниц — циркуляционная, смазка — жидкая.








