 2015-02-14
2015-02-14 495
495Исходя из формы рабочих валков стана бесслитковой прокатки и одинаковости их диаметров (фиг. 91), площадь соприкосновения металла с валками можно было бы в этом случае определять так же, как на листовых станах (если стан бесслитковой прокатки предназначен для выпуска листов) по формуле (64):

где r— радиус валка;
 — угол захвата.
— угол захвата.
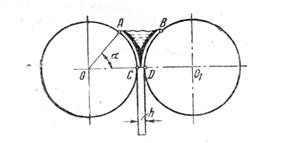
Фиг. 91. Схема процесса на валках стана бесслитковой прокатки
Но так как в точках А и В металл только начинает остывать у поверхности валков, то над валками в зоне, соответствующей захвату, на обычных станах образуется воронка жидкого металла. Если предположить, что жидкая сердцевина ее достигает горизонтальной плоскости, проходящей через линию центров валков, длина дуги захвата, на которую фактически оказывают давление валки, уменьшится почти втрое или даже вчетверо, в той же степени уменьшится подвергающаяся давлению площадь соприкосновения металла с валками. По утверждению Сведе-Швец [68] зона деформации металла занимает около 1/4  1/5% высоты воронки жидкого металла в валках.
1/5% высоты воронки жидкого металла в валках.

Площадь же соприкосновения металла с валками определяется по формуле:
 (90)
(90)
Следует отметить, что удельное давление на станах бесслитковой прокатки при обжатии 65—70% значительно выше, чем на обыкновенных станах нормальные обжатия, и более равномерно распределяется в зоне обжатия от начала деформации к критическому сечению, чем в диаграммах Люега для станов холодной прокатки.








