 2015-02-14
2015-02-14 717
717Различные условия прокатки полосы (в двух или нескольких валках, одинаковых или различных диаметров, цилиндрической или другой формы, в холодном или горячем состоянии, при отсутствии или наличии внешних сил, равномерном или неравномерном движении, постоянной или непостоянной температуре и пр.) создают различные зависимости между основными явлениями процесса и, следовательно, влияют на взаимодействие сил, величину давления и положение равнодействующей.
Чтобы выявить влияние указанных факторов на взаимодействие сил в разных случаях прокатки, рассмотрим простой или общий (идеальный), случай процесса деформации.
В общем случае прокатка ведется на гладких валках цилиндрической формы, имеющих одинаковые диаметры и окружные скорости при однородном материале прокатываемой полосы, равномерном ее движении и постоянной температуре.
Схема взаимодействия сил между полосой и валком, разобранная нами выше (фиг.92), или между полосой и обоими валками (фиг.93) может быть значительно упрощена.
От верхнего валка на полосу действуют равнодействующая радиальных давлений R  и равнодействующая касательных усилий Т , от нижнего – равные первым и противоположно направленные силы R
и равнодействующая касательных усилий Т , от нижнего – равные первым и противоположно направленные силы R  и Т (фиг.93, а).
и Т (фиг.93, а).
Равномерное движение полосы при установившемся процессе прокатки аналогично плоскому движению твердого тела, подчиненного по законам механики трем условиям равновесия сил:
 (99)
(99)
Проектируя силы, действующие на полосу, на направление ее движения, получаем

или:
 (100)
(100)
Исходя из условий симметричности  и
и  , уравнение (100) можно написать так:
, уравнение (100) можно написать так:
 (101)
(101)
Отсюда можно сделать вывод, что равнодействующая  сил
сил  и
и  , представляющая общее давление валка на полосу, направлена параллельно линии
, представляющая общее давление валка на полосу, направлена параллельно линии  .
.
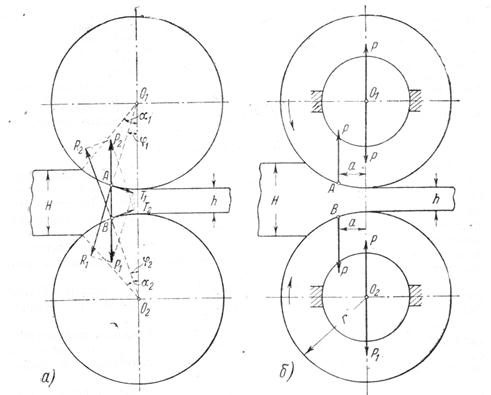
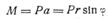
Фиг. 93. Взаимодействие сил (а) между валками и полосой при установившемся процессе прокатки и сведение их к парам (б)
Из рассмотренного выше взаимодействия сил между валком и полосой, а также, учитывая второе условие равновесия ( ), легко убедиться в том, что равнодействующая общего давления прокатываемого металла на валки направлена по вертикали (фиг.93, а и б).
), легко убедиться в том, что равнодействующая общего давления прокатываемого металла на валки направлена по вертикали (фиг.93, а и б).
В подтверждение третьего условия равновесия ( ) воспользуемся аналогичным ему выражением суммы моментов радиальных давлений и касательных усилий, сведенных к парам и имеющих взаимно противоположные направления:
) воспользуемся аналогичным ему выражением суммы моментов радиальных давлений и касательных усилий, сведенных к парам и имеющих взаимно противоположные направления:

Крутящему моменту двигателя (98), преодолевающему силы трения, в нашей системе равен момент пары сил (97), направленный в противоположную сторону:
 (102)
(102)
Как уже упоминалось выше, момент этой пары сил получается, если в точке  на оси верхнего валка приложить две равные и направленные в противоположные стороны силы Р. Первая, — направленная вниз, образует с силой Р пару с плечом а, вторая, — направленная вверх, оказывает вертикальное давление на подшипники (боковое давление отсутствует).
на оси верхнего валка приложить две равные и направленные в противоположные стороны силы Р. Первая, — направленная вниз, образует с силой Р пару с плечом а, вторая, — направленная вверх, оказывает вертикальное давление на подшипники (боковое давление отсутствует).
Таким образом при установившемся процессе прокатки (общий случай) и горизонтальном положении осей валков равнодействующая давления металла на валки направлена вертикально, параллельно линии центров, а сумма горизонтальных сил равна нулю.
В действительных условиях ряда прокатных производств (сортовое, листовое, холодная прокатка, трубопрокатное, колесобандажное и др.) и при различных конструкциях станов могут иметь место отступления от общего случая, при которых равнодействующая общего давления металла на валки уже не направлена вертикально и подшипники валков подвергаются боковым давлениям.
К таким случаям необходимо прежде всего отнести:
а) В сортовом и листовом производстве: неравномерное движение полосы (реверсивные станы), наличие только одного приводного валка при втором холостом (жестекатальные станы дуо), вращение валков с разными окружными скоростями (в сортовых станах при наличии верхнего или нижнего давления), неравномерность температуры и т. д.
б) При холодной прокатке: натяжение полосы (реверсивные станы, станы Штеккеля), перемещение валков в плоскостях, имеющих наклон (станы Краузе).
в) В трубопрокатных станах (прошивных, раскатных, отделочных): различное положение валков (Маннесман, Штифель), их форма (пильгерные) и работа на конических насадках (Рокрайт).
г) В колесопрокатных и бандажных производствах (главные и эджерные валки) —работа на валках различных диаметров (подобно станам трио Лаута) и формы (конические); в станах для прокатки бесшовных барабанов (Рекнера) имеет значение также различие между величинами диаметров валков, их формой и расположением.
д) При бесслитковой прокатке — неравномерность температуры полосы и особое положение валков (оси валков находятся в горизонтальной или слегка наклонной плоскости).
Как для установившегося процесса (общий случай), так и для других случаев прокатки имеет также некоторое значение опережение металла, оказывающее влияние на перемещение точки приложения равнодействующей общего давления металла на валки.








