 2015-02-14
2015-02-14 1464
1464Для определения усилий, возникающих при прокатив, необходимо сначала найти площадь соприкосновения металла с валками, что для прошивных станов уже сделано выше.
Считая выводы Грубера [82] по определению площади соприкосновения металла с валками не лишенными погрешностей, Целиков [64] вместо формул (76) и (77) для подсчета В  и В
и В  применяет лишь одну формулу:
применяет лишь одну формулу:
 (188)
(188)
где  — диаметр валка в сечении х—х;
— диаметр валка в сечении х—х;
 —диаметр гильзы в том же сечении х—х;
—диаметр гильзы в том же сечении х—х;
 — уменьшение толщины заготовки за половину оборота последней.
— уменьшение толщины заготовки за половину оборота последней.
Подставляя численные значения и сравнивая полученные результаты по указанным формулам, приходим к выводу, что для станов Маннесмана формула Целикова (188) по сравнению с формулами Грубера (76) и (77) дает увеличение лишь на 0,5  1%.
1%.
По стану Штифеля Целиков дает для различных поясов деформации формулу:
 (189)
(189)
где  — диаметр гильзы в сечении
— диаметр гильзы в сечении  первого пояса.
первого пояса.
Такая же формула дается для второго пояса деформации, где вместо необходимо брать  .
.
Сравнивая формулу (189) с формулами Грубера (76) и (77), видим, что формула Целикова дает результаты, преувеличенные примерно на 10—12%.
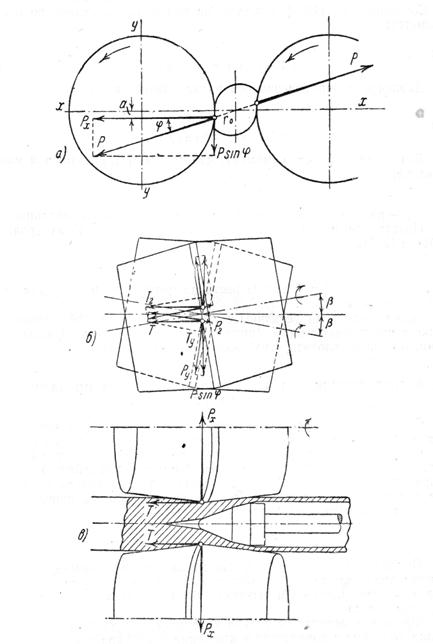
Рассматривая силы, действующие на валки при поперечной прокатке аналогично силам, действующим на обкатывающие плиты (фиг. 113, а), мы, отождествляя их, придем к выводу, что силы Р, Р, действующие на плиты или валки, равны и направлены в противоположные стороны, так как на материал никакие другие силы не действуют, и кроме того при равномерном движении материала геометрическая сумма этих сил равна нулю.
Из фиг. 113, б видно, что равнодействующая общего давления Р, приложенная в точке, соответствующей  , проходит через центр, имея плечо, равное а.
, проходит через центр, имея плечо, равное а.
Зная величины составляющих силы Р, спроектированной на горизонтальную и вертикальную плоскости:

(190)
(191)
и угол  , можно определить момент, необходимый для привода валка (без учета сил трения в подшипниках):
, можно определить момент, необходимый для привода валка (без учета сил трения в подшипниках):

или
 (192)
(192)
Тогда мощность (также без учета трения в подшипниках) будет:
 (193)
(193)
где  — скорость движения материала.
— скорость движения материала.
Прежде чем перейти к определению направления усилий, действующих на диски в прошивном стане Штифеля, рассмотрим силы, действующие на заготовку и оправку.
При равномерном движении заготовки и равномерном вращении оправки и при отсутствии внешних сил, геометрическая сумма усилий, действующих на всю систему, равна нулю.
На фиг. 114, а показана схема сил, действующих на заготовку в прошивном стане Штифеля, причем приложение этих сил выбрано произвольно в точке А вблизи центра тяжести площади соприкосновения заготовки с дисками, а элементарные силы каждого из них сведены к двум равнодействующим Р и Т, первая из которых направлена перпендикулярно к оси заготовки, вторая параллельно ее оси. Действие упорного подшипника представлено силой  , направленной в сторону, расположенную направлению движения заготовки.
, направленной в сторону, расположенную направлению движения заготовки.
Составляя уравнение равновесия сил, действующих на заготовку с оправкой, спроектируем их на ось заготовки:
 (194)
(194)
откуда

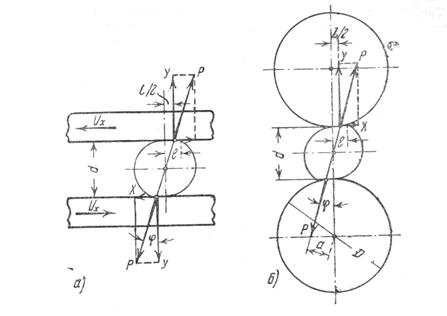
Фиг. 11З. Силы, действующие при поперечной прокатке: а — на плиты; б — на валки
Уравнение (194) показывает, что действующие со стороны валков на заготовку касательные силы Т и со стороны упорного подшипника сила направлены в противоположные стороны.
Так как по условиям равновесия сумма моментов всех сил, действующих на заготовку с оправкой относительно оси заготовки, должна равняться нулю, то силы Р, действующие со стороны дисков, должны проходить через ось заготовки.
Действие со стороны заготовки на диски представлено теми же силами Р и Т, но направленными в противоположную сторону (фиг. 114,б).
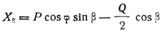
Раскладывая по трем взаимно-перпендикулярным направлениям силы Р и Т, действующие на диски, получаем горизонтальное давление, действующее на эти диски и направленное перпендикулярно к их вертикальным осям.
На первый диск:

или
 (195)
(195)
На второй диск:

или
 (196)
(196)
Здесь  — угол между силой Р и горизонтальной плоскостью, причем этот угол можно определить из уравнения:
— угол между силой Р и горизонтальной плоскостью, причем этот угол можно определить из уравнения:
 (197)
(197)
где а —расстояние от точки приложения равнодействующей давления диска на заготовку до плоскости прокатки;
 —радиус сечения заготовки, в котором приложена равнодействующая сила.
—радиус сечения заготовки, в котором приложена равнодействующая сила.
Вертикальное давление на оба диска одинаково:

или
 (198)
(198)
Осевое давление на первый диск:
 (199)
(199)
На второй диск:
 (200)
(200)
Определив давление по всем трем направлениям, можно подсчитать момент, необходимый для вращения дисков.
Для вращения первого диска (без учета сил трения в подшипниках) этот момент будет:

или согласно уравнениям (198) и (195) М будет:
 (201)
(201)
Для вращения второго диска момент будет:

или согласно уравнениям (198) и 196) М будет:
 (202)
(202)
Уравнения (201 и 202) показывают, что для вращения первого диска, расположенного со стороны входа шатуна, требуется момент больший, чем для вращения другого диска, расположенного со стороны упора оправки.
Отсутствие экспериментальных данных по определению удельного давления на валках прошивных станов вынуждает пользоваться подсчетом последнего по методу, который аналогичен принятому для сортовых станов.
Подсчитав общее давление по формулам Экелунда (31) и (35), где вместо толщины полосы  и
и  следует брать толщину стенки трубы перед обжатием и после обжатия , и зная площадь соприкосновения металла с валками в обоих поясах деформации (81) и (189), можно определить удельное давление р.
следует брать толщину стенки трубы перед обжатием и после обжатия , и зная площадь соприкосновения металла с валками в обоих поясах деформации (81) и (189), можно определить удельное давление р.
Зная удельное давление и площадь соприкосновения диска с заготовкой во втором поясе деформации, можно также определить силу , действующую на оправку в осевом направлении.
Во втором поясе деформации давление дисков на заготовку полностью передается и на оправку (фиг. 114, в), причем оно приложено к поверхности оправки только на участках  и
и  , где происходит уменьшение толщины заготовки; на остальной поверхности оправка не испытывает давления.
, где происходит уменьшение толщины заготовки; на остальной поверхности оправка не испытывает давления.
Считая, что оправка состоит из двух рабочих конических поверхностей (фиг. 114, в) с углами наклона этих поверхностей к оси оправки  и
и  определяем давление дисков Р и Р на заготовку отдельно для первого и второго участков.
определяем давление дисков Р и Р на заготовку отдельно для первого и второго участков.
Обозначая коэффициент трения через  ,находим:
,находим:
 (203)
(203)
Подобным же образом можно определить силу для оправки любой формы, приравнивая кривую образующей оправки к ломаной линии, т. е., рассматривая оправку, как состоящую из целого ряда конических поверхностей.
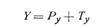
В прошивном стане Маннесмана (фиг. 115, а, б, в), раскладывая силы Р и Т как указано выше для станов Штифеля по трем взаимно перпендикулярным направлениям, получаем давление на валок по оси X (фиг. 115, а).
 (204 а)
(204 а)
или
 (204 б)
(204 б)
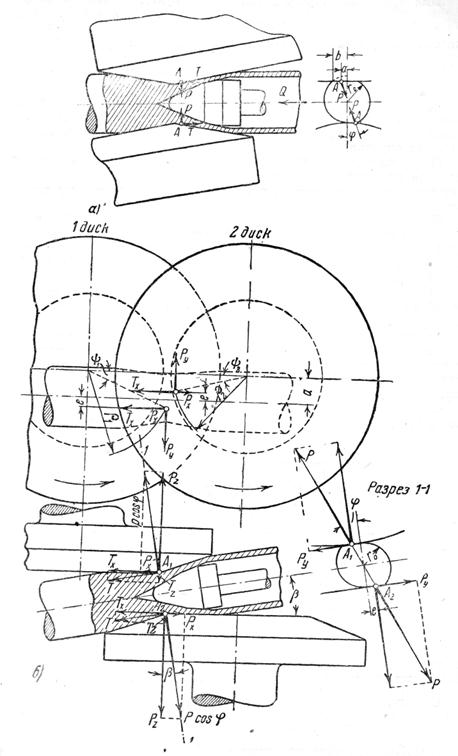
Фиг. 114, а и б. Схема действия сил в прошивном стане; а — на заготовку;
б — на диски
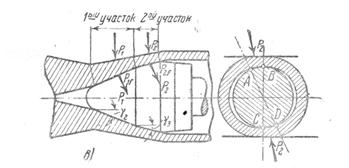
Фиг. 114, в. Схема действия сил в прошивном стане на оправку
Фиг. 115. Схема сил, действующих на валки в стане Маннесмана: а — поперечный разрез по валкам; б — вид сверху на валки; в — продольный разрез по заготовке
Угол определяется из уравнения:

где а — расстояние от точки приложения равнодействующей давления валка на заготовку до прямой, соединяющей оси валков с осью заготовки в плоскости действия силы Р;
—радиус заготовки в сечении, где приложена сила Р.
Согласно фиг. 115, б давление на валок, направленное по оси  , равняется:
, равняется:
или
 (205)
(205)
Давление в направлении оси валка равняется:

или
 (206)
(206)
Без учета сил трения, момент, необходимый для вращения каждого валка,
 (207)
(207)
где  — радиус валка в плоскости равнодействующей давления.
— радиус валка в плоскости равнодействующей давления.
Подставляя в это уравнение значения сил X и из уравнений (204) и (205), получаем:
 (208)
(208)
Подсчет сил Р и Т можно вести по методу, принятому для дисковых прошивных станов.
При определении величины и направления сил, действующих на валки в прошивных станах Дишера и Штифеля с бочкообразными валками, можно пользоваться изложенным выше методом.








