 2015-03-27
2015-03-27 1260
1260Наиболее часто встречающиеся примеры механической обработки и связанной с ними простановки размеров, рассмотрены [7].
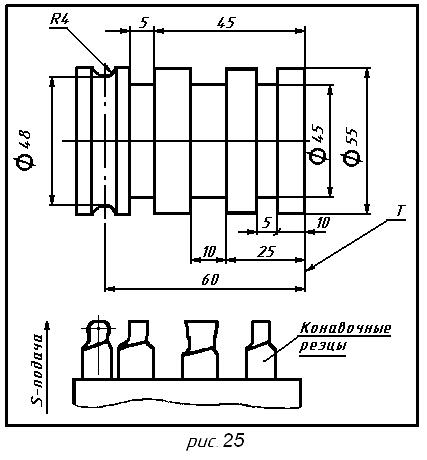
Проточка канавок. Часто в машиностроении встречаются детали (поршни, золотники и т.п.), в которых выполнено по несколько канавок. Эти канавки на токарном станке можно обработать набором резцов за одну операцию. Для обработки необходима точная установка положения каждого резца относительно торца детали, т.е. поверхности Т (рис. 25).
Для прямоугольной канавки необходимо проставлять ее ширину, диаметр и привязку от торца.
Для фиксирования положения полукруглой канавки указывают размер положения плоскости симметрии канавки, радиус и минимальный диаметр шейки канавки.
Фрезерование шпоночных канавок. Шпонки применяются для передачи крутящего момента от вала к муфте, шестерне или наоборот.
Несмотря на простоту геометрической формы элементов шпоночного соединения (шпонки и шпоночного паза), выполнение и измерение паза является делом далеко не простым.
В зависимости от конструктивных особенностей сборочных единиц шпонки могут быть использованы сегментные, призматические с концами плоскими или скругленными.
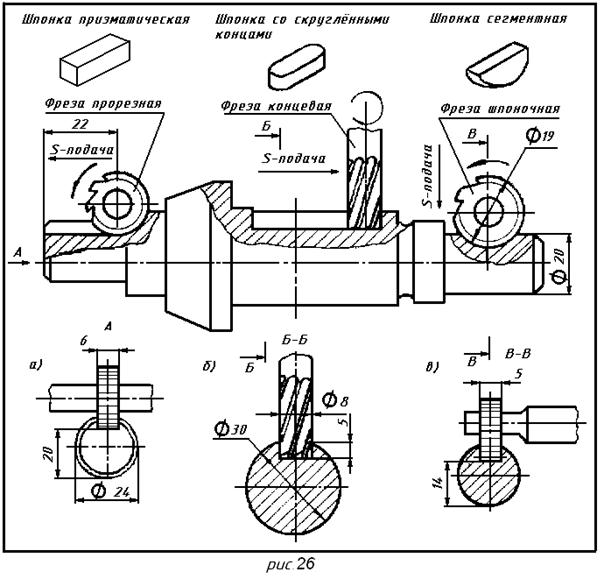
На рис. 26 показаны схемы обработки канавок под такие шпонки и размеры, необходимые для их правильного изготовления. Канавку под призматическую шпонку с плоскими концами фрезеруют прорезной фрезой. Длина канавки с полным профилем определяется размером 22 (рис.26а).
Канавку под призматическую шпонку со скругленными концами фрезеруют концевой фрезой. Диаметр фрезы выбирают по ширине шпонки, а длину фрезерования по длине шпонки (рис. 26б).
Канавку под сегментную шпонку фрезеруют специальной шпоночной фрезой, диаметр которой определяется диаметром шпонки (рис. 26в).
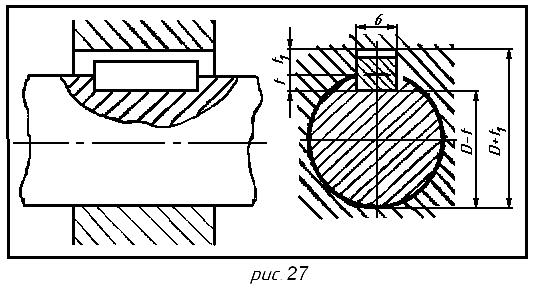
Для изготовления на рабочем чертеже проставляется ширина и глубина шпоночного паза во втулке и па валу.
Простановка размера на ширину шпоночного паза не нуждается в особых разъяснениях, этот размер одинаковый но номинальному значению для втулки и вала равен размеру ширины шпонки (рис. 27).
 Выбор способа простановки размеров на глубину пазов зависит от принятой базы обработки и измерения.
Выбор способа простановки размеров на глубину пазов зависит от принятой базы обработки и измерения.
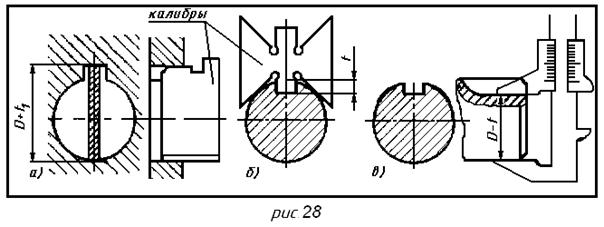
Разработанные в нормалях машиностроения конструкции калибров для контроля глубины шпоночных пазов предусматривают проверку размеров D+t (втулки) и t (вала) (рис. 28а, б).
Если на конце вала паз сквозной выполнен прорезной фрезой и его легко замерять инструментом, то можно ставить на чертеже размер D-t(рис. 28в).
 Таким образом, в деталировании (завершающей работе по машиностроительному черчению) важно правильно прочитать чертеж, проанализировать конструкцию каждой детали и определить ее роль в изделии.
Таким образом, в деталировании (завершающей работе по машиностроительному черчению) важно правильно прочитать чертеж, проанализировать конструкцию каждой детали и определить ее роль в изделии.
Составленный на основе этого рабочий чертеж содержит полную информацию о детали для ее изготовления и дает возможность:
- выбора оптимальной последовательности обработки детали;
- упрощения измерений;
- наиболее полно использовать принцип взаимозаменяемости.
Все это в конечном итоге способствует экономичности и надежности выпускаемых машин.








