 2015-04-30
2015-04-30 6106
6106Наибольшее распространение получили роторные вагоноопрокидыватели, применяемые для выгрузки угля, руды и других сыпучих грузов из четырех-, шести- и восьмиосных полувагонов колеи 1520 мм.
Роторный вагоноопрокидыватель состоит из ротора 7, люльки 1, подвешенного на вертикальных тягах моста-платформы 2, опорных роликов 8, привода вращения ротора вагоноопрокидывателя 9. Ротор имеет четыре кольцевых диска, связанных между собой продольными трубчатыми фермами и верхними балками с подвешенными к ним вибраторами 5. Каждый из этих четырех дисков опирается круговыми бандажами 6 на две двухроликовые балансирные опоры. Рядом с бандажами на диске укреплены зубчатые венцы, находящиеся в зацеплении с шестернями ведущего вала электропривода.
В роторе расположены две люльки, основная несущая часть которых имеет форму изогнутой рамной конструкции. В каждой люльке установлена проволочная стенка, армированная резиной толщиной 100 мм. Обе люльки соединены между собой средней проволочной стенкой.
Мост подвешен к люльке на тягах, что обеспечивает при повороте ротора привалку вагона к стенкам люльки. На этих же тягах предусмотрена установка тензометрических датчиков для взвешивания вагонов.
В начальный период поворота ротора происходит смещение моста с вагоном в поперечном направлении до упора боковой стенки вагона в привалочную стенку. Далее люлька под действием силы тяжести, направляемая роликами, перемещается с вагоном к упорам 4 вибраторов. В опрокинутом положении полувагон полностью опирается на вибраторы и привалочную стенку. После включения вибраторов происходит очистка полувагона от остатков груза. На вагоноопрокидывателе установлены три вибратора с мощностью двигателя по 11 кВт. Два электродвигателя поворота имеют мощность по 48 кВт каждый. Общая масса вагоноопрокидывателя 220 т, часовая производительность 30 четырех- или шестиосных полувагонов или 25 восьмиосных.
Башенный вагоноопрокидыватель
Башенные вагоноопрокидыватели устанавливают на металлургических заводах на рудных дворах и служат для выгрузки руды и угля из четырех- и шестиосных полувагонов.
Башенный вагоноопрокидыватель состоит из передвижного самоходного или стационарного портала 3, внутри которого размешена люлька 4 с подвесной платформой 1, несущей рельсы для установки разгружаемого вагона. Люлька подвешена на двух цапфах к колоннам портала со стороны приемной траншеи.
Портал передвижного вагоноопрокидывателя опирается на восемь приводных балансирных тележек. К порталу примыкают с двух сторон наклонные пути для подачи вагонов в люльку и уборки их после выгрузки. Люлька с подвесной платформой оборудована стопорными устройствами 6 для закрепления вагона. В верхней части портала в кабине 7 размещена подъемная лебедка механизма опрокидывания, а также система канатов и противовесов. Концы канатов и лебедки закреплены на люльке.
При включении лебедки люлька поднимается канатами и поворачивается относительно цапфы. Как только люлька повернется на 10…15°, платформа 1 с установленным на ней груженым вагоном переместится в сторону привалочных брусьев 5, закрепленных на вертикальной стенке люльки. После этого автоматически включается привод вертикальных зажимов, а затем и привод подъема: люлька опрокидывается в сторону приемной траншеи 2, куда и высыпается содержимое вагона. После этого люлька возвращается в исходное положение, зажимы отключаются и вагон выталкивается из люльки. Противовесы понижают степень статической неуравновешенности люльки с груженым вагоном. Угол поворота люльки 160°, производительность 20 вагонов в час, общая мощность электродвигателей 530 кВт, масса 667 т.
 их измельчение. Рабочий орган питателя - шнек (винт), перемещающий материал от приемного штуцера к отводному. Для исключения давления материала на опорный подшипник с его стороны 1-1.5 витка шнека делают обратными. Для повышения равномерности выхода материала винт делают многозаходным, ось питателя поднимают в направлении от приемного штуцера к отводному, а участок винта длиной 1.5-2 его диаметра непосредственно перед отводным штуцером выполняют без витков. При подаче плохо сыпучих материалов, склонных к образованию сводов над выпускными отверстиями, в приемный штуцер помещают активатор, соединенный с приводным зубчатым колесом или с вибровозбудителем. Объемная производительность шнекового питателя определяется по формуле:
их измельчение. Рабочий орган питателя - шнек (винт), перемещающий материал от приемного штуцера к отводному. Для исключения давления материала на опорный подшипник с его стороны 1-1.5 витка шнека делают обратными. Для повышения равномерности выхода материала винт делают многозаходным, ось питателя поднимают в направлении от приемного штуцера к отводному, а участок винта длиной 1.5-2 его диаметра непосредственно перед отводным штуцером выполняют без витков. При подаче плохо сыпучих материалов, склонных к образованию сводов над выпускными отверстиями, в приемный штуцер помещают активатор, соединенный с приводным зубчатым колесом или с вибровозбудителем. Объемная производительность шнекового питателя определяется по формуле:  , где
, где  и
и  - наружный диаметр витков и вала,
- наружный диаметр витков и вала,  - шаг винта,
- шаг винта,  - толщина витков,
- толщина витков,  =0.3-0.8 - коэффициент заполнения полостей винта,
=0.3-0.8 - коэффициент заполнения полостей винта,  =0.3-1 - коэффициент проскальзывания материала в полостях винта,
=0.3-1 - коэффициент проскальзывания материала в полостях винта,  - частота вращения вала винта. Регулировка производительности осуществляется изменением значения с помощью вариатора. Мощность, затрачиваемая на перемещение и подъем материала, на преодоление его трения о винт и корпус, трения в подшипниках и передачах ориентировочно определяется по формуле
- частота вращения вала винта. Регулировка производительности осуществляется изменением значения с помощью вариатора. Мощность, затрачиваемая на перемещение и подъем материала, на преодоление его трения о винт и корпус, трения в подшипниках и передачах ориентировочно определяется по формуле  , где
, где  - насыпная плотность материала,
- насыпная плотность материала,  - длина его подачи,
- длина его подачи,  - угол подъема оси винта,
- угол подъема оси винта,  - коэффициент потерь на трение в шнеке.
- коэффициент потерь на трение в шнеке.  Шлюзовые (секторные) питатели (рис.1.28) применяют для подачи маловлажных хорошо сыпучих материалов с размером частиц до 10 мм. Рабочий орган питателя - вращающийся ротор, к валу которого прикреплены ячейки, изготовленные из листовой стали. Проходя зону загрузочного штуцера, ячейки заполняются материалом, а в нижней части корпуса - разгружаются. Это самая простая и самая распространенная конструкция питателя. Производительность шлюзового питателя регулируют изменением частоты вращения ротора с помощью вариатора. Ее величину определяют по формуле
Шлюзовые (секторные) питатели (рис.1.28) применяют для подачи маловлажных хорошо сыпучих материалов с размером частиц до 10 мм. Рабочий орган питателя - вращающийся ротор, к валу которого прикреплены ячейки, изготовленные из листовой стали. Проходя зону загрузочного штуцера, ячейки заполняются материалом, а в нижней части корпуса - разгружаются. Это самая простая и самая распространенная конструкция питателя. Производительность шлюзового питателя регулируют изменением частоты вращения ротора с помощью вариатора. Ее величину определяют по формуле  , где
, где  - объем ячеек ротора,
- объем ячеек ротора,  =0.8-0.9 - коэффициент их заполнения материалом, - частота вращения ротора. Тарельчатые (дисковые) питатели(рис.1.29)
=0.8-0.9 - коэффициент их заполнения материалом, - частота вращения ротора. Тарельчатые (дисковые) питатели(рис.1.29)  предназначены для подачи хорошо сыпучих материалов с малой влажностью и размерами частиц до 3 мм. Материал свободно высыпается из бункера через штуцер подачи и телескопический стакан на вращающуюся тарель и сбрасывается ножом с ее периферии в штуцер отвода. Частота вращения тарели выбирается такой, чтобы действующие на частицы материала центробежные силы не превышали сил трения, т.е.
предназначены для подачи хорошо сыпучих материалов с малой влажностью и размерами частиц до 3 мм. Материал свободно высыпается из бункера через штуцер подачи и телескопический стакан на вращающуюся тарель и сбрасывается ножом с ее периферии в штуцер отвода. Частота вращения тарели выбирается такой, чтобы действующие на частицы материала центробежные силы не превышали сил трения, т.е.  откуда, с учетом
откуда, с учетом  , получим:
, получим:  , где - угол внешнего трения материала, - диаметр тарели,
, где - угол внешнего трения материала, - диаметр тарели,  =10-20 мм - рекомендуемая ширина ее незасыпаемого края. Предельная высота подъема телескопического стакана над тарелью зависит от угла естественного откоса материала :
=10-20 мм - рекомендуемая ширина ее незасыпаемого края. Предельная высота подъема телескопического стакана над тарелью зависит от угла естественного откоса материала :  , где
, где  - диаметр стакана. Производительность питателя зависит от выбранного значения , объема материала на тарели, регулируемого перемещением телескопического стакана, и глубины погружения ножа в материал, зависящей от угла
- диаметр стакана. Производительность питателя зависит от выбранного значения , объема материала на тарели, регулируемого перемещением телескопического стакана, и глубины погружения ножа в материал, зависящей от угла  поворота ножа относительно линии центров вращения тарели и ножа (при
поворота ножа относительно линии центров вращения тарели и ножа (при  материал может пересыпаться через нож и оставаться на тарели). Величина угла определяется из условия сброса с тарели за один ее оборот всех частиц, задержанных плоскостью ножа. Установлено, что скорость движения частицы вдоль плоскости ножа к краю тарели постоянна и равна
материал может пересыпаться через нож и оставаться на тарели). Величина угла определяется из условия сброса с тарели за один ее оборот всех частиц, задержанных плоскостью ножа. Установлено, что скорость движения частицы вдоль плоскости ножа к краю тарели постоянна и равна  , где - расстояние между осями вращения тарели и ножа. Максимальный путь сброса частиц равен
, где - расстояние между осями вращения тарели и ножа. Максимальный путь сброса частиц равен  (
( -длина ножа), а время одного оборота тарели равно 1/ , поэтому:
-длина ножа), а время одного оборота тарели равно 1/ , поэтому:  , т.е. значение является корнем уравнения:
, т.е. значение является корнем уравнения:  . За один оборот тарели с нее удаляется кольцо материала, сечение которого представляет собой прямоугольный треугольник, площадью
. За один оборот тарели с нее удаляется кольцо материала, сечение которого представляет собой прямоугольный треугольник, площадью  , где
, где  -- глубина погружения ножа в материал по радиусу тарели. Объем тела вращения равен произведению площади сечения на путь центра тяжести, т.е. объемная производительность питателя
-- глубина погружения ножа в материал по радиусу тарели. Объем тела вращения равен произведению площади сечения на путь центра тяжести, т.е. объемная производительность питателя  . Применение этой формулы оправданно, если высота ножа
. Применение этой формулы оправданно, если высота ножа  и при этом
и при этом  ,
,  т.е. нож не засыпается материалом и не упирается в телескопический стакан. В последние годы все более широкое применение находят барабанные питатели(рис.1.30), которые отличает стабильность расхода подаваемого материала. При движении во вращающемся барабане стабилизируется насыпная плотность материала и сглаживается неравномерность его подачи на входе, в результате разность между мгновенной и средней производительностью уменьшается. Расход материала регулируется изменением угла наклона трубы и скорости ее вращения. При подаче плохо сыпучих материалов вблизи стенки барабана устанавливают неподвижную струну, которая срезает налипающий материал.
т.е. нож не засыпается материалом и не упирается в телескопический стакан. В последние годы все более широкое применение находят барабанные питатели(рис.1.30), которые отличает стабильность расхода подаваемого материала. При движении во вращающемся барабане стабилизируется насыпная плотность материала и сглаживается неравномерность его подачи на входе, в результате разность между мгновенной и средней производительностью уменьшается. Расход материала регулируется изменением угла наклона трубы и скорости ее вращения. При подаче плохо сыпучих материалов вблизи стенки барабана устанавливают неподвижную струну, которая срезает налипающий материал. 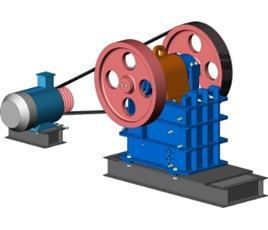 Щековая дробилка Дробление кусков породы и камня в щековых дробилках производится между двумя рифлеными металлическими плитами — щеками. Одна из них закреплена на станине дробилки неподвижно, другая совершает относительно неподвижной сложные колебательные движения. В некоторых конструкциях щековых дробилок подвижными являются обе щеки. Дробление породы в щековых дробилках происходит циклически — в момент сближения щек. Во время удаления щек друг от друга происходит заполнение пространства между ними горной породой (массой). Раздробленная часть породы высыпается в выпускную щель, расположенную в нижней части между щеками. Загрузка горной породы (горной массы) производится в верхний промежуток между щеками. Этот промежуток у щековых дробилок, называемый загрузочным отверстием, определяет размер кусков породы, допустимых для дробления на данной щековой дробилке и измеряется в миллиметрах (например, 1200х1500). Более подробно о конструктивных особенностях щековых дробилок. Производительность щековых дробилок зависит от многих параметров: · величины загрузочного отверстия; · степени дробления; · частоты колебания подвижной щеки (или щек); · хода подвижной щеки (щек); · угла захвата породы; · плотности и прочности дробимой породы или камня. Обычно производительность щековых дробилок варьирует в пределах от 1 до 500 т/час. К основному достоинству щековых дробилок можно отнести простоту конструкции, обслуживания и ремонта. Недостатки — большой удельных расход электроэнергии, вибрация при работе, вызывающая повышенный износ многих элементов конструкции — подшипников, соединений и т.д., выдача неравномерного по крупности продукта, склонность к забиванию рабочего пространства негабаритными кусками породы (горной массы), особенно влажной, и при неравномерной подаче. Конусные дробилки.
Щековая дробилка Дробление кусков породы и камня в щековых дробилках производится между двумя рифлеными металлическими плитами — щеками. Одна из них закреплена на станине дробилки неподвижно, другая совершает относительно неподвижной сложные колебательные движения. В некоторых конструкциях щековых дробилок подвижными являются обе щеки. Дробление породы в щековых дробилках происходит циклически — в момент сближения щек. Во время удаления щек друг от друга происходит заполнение пространства между ними горной породой (массой). Раздробленная часть породы высыпается в выпускную щель, расположенную в нижней части между щеками. Загрузка горной породы (горной массы) производится в верхний промежуток между щеками. Этот промежуток у щековых дробилок, называемый загрузочным отверстием, определяет размер кусков породы, допустимых для дробления на данной щековой дробилке и измеряется в миллиметрах (например, 1200х1500). Более подробно о конструктивных особенностях щековых дробилок. Производительность щековых дробилок зависит от многих параметров: · величины загрузочного отверстия; · степени дробления; · частоты колебания подвижной щеки (или щек); · хода подвижной щеки (щек); · угла захвата породы; · плотности и прочности дробимой породы или камня. Обычно производительность щековых дробилок варьирует в пределах от 1 до 500 т/час. К основному достоинству щековых дробилок можно отнести простоту конструкции, обслуживания и ремонта. Недостатки — большой удельных расход электроэнергии, вибрация при работе, вызывающая повышенный износ многих элементов конструкции — подшипников, соединений и т.д., выдача неравномерного по крупности продукта, склонность к забиванию рабочего пространства негабаритными кусками породы (горной массы), особенно влажной, и при неравномерной подаче. Конусные дробилки.  Конусная дробилкаПо своему назначению конусные дробилки подразделяются на дробилки крупного (ККД), среднего (КСД) и мелкого (КМД) дробления. Дробление породы в конусных дробилках осуществляется в кольцевом пространстве, образованном наружной неподвижной конической чашей и расположенным внутри этой чаши подвижным дробящим конусом. Подвижный конус совершает сложное вращательное движение внутри неподвижной конической чаши. При сближении поверхностей неподвижного и подвижного конусов, порода дробится, а при удалении — раздробленная масса опускается вниз и высыпается в разгрузочное отверстие. Конусные дробилки более экономичны и производительны, чем щековые, но имеют более сложную конструкцию. Они имеют большую массу и габариты, более сложны в обслуживании и ремонте. Валковые дробилки.
Конусная дробилкаПо своему назначению конусные дробилки подразделяются на дробилки крупного (ККД), среднего (КСД) и мелкого (КМД) дробления. Дробление породы в конусных дробилках осуществляется в кольцевом пространстве, образованном наружной неподвижной конической чашей и расположенным внутри этой чаши подвижным дробящим конусом. Подвижный конус совершает сложное вращательное движение внутри неподвижной конической чаши. При сближении поверхностей неподвижного и подвижного конусов, порода дробится, а при удалении — раздробленная масса опускается вниз и высыпается в разгрузочное отверстие. Конусные дробилки более экономичны и производительны, чем щековые, но имеют более сложную конструкцию. Они имеют большую массу и габариты, более сложны в обслуживании и ремонте. Валковые дробилки. 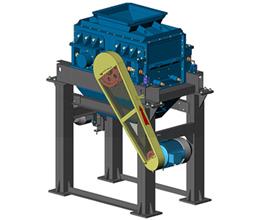 Валковая дробилка Дробление породы в валковых дробилках производится между двумя вращающимися навстречу друг другу горизонтально расположенными параллельными валами. Порода для дробления подается сверху, затягивается поверхностями валов в щель между ними и измельчается. Продукт дробления высыпается вниз. По конструктивному исполнению рабочей поверхности различают гладкие, рифленые или зубчатые валки. Зубчатые валки обеспечивают лучший захват более крупных кусков руды или породы, а также более эффективное раскалывание кусков горной массы. Гладкие валки осуществляют дробление, преимущественно, раздавливанием. Производительность валковых дробилок зависит от прочности породы, размера и скорости вращения валков, а также величины загрузочной щели. Эти дробилки характеризуются диаметром и длиной валка. Для примера: валковая дробилка 1200х1200 имеет массу около 20 тонн и производительность 60-150 т/час. Молотковые дробилки.
Валковая дробилка Дробление породы в валковых дробилках производится между двумя вращающимися навстречу друг другу горизонтально расположенными параллельными валами. Порода для дробления подается сверху, затягивается поверхностями валов в щель между ними и измельчается. Продукт дробления высыпается вниз. По конструктивному исполнению рабочей поверхности различают гладкие, рифленые или зубчатые валки. Зубчатые валки обеспечивают лучший захват более крупных кусков руды или породы, а также более эффективное раскалывание кусков горной массы. Гладкие валки осуществляют дробление, преимущественно, раздавливанием. Производительность валковых дробилок зависит от прочности породы, размера и скорости вращения валков, а также величины загрузочной щели. Эти дробилки характеризуются диаметром и длиной валка. Для примера: валковая дробилка 1200х1200 имеет массу около 20 тонн и производительность 60-150 т/час. Молотковые дробилки.  Молотковая дробилка Молотковые дробилки применяются для крупного, среднего и мелкого дробления хрупких материалов, таких, как известняк, гипс, асбестовые руды, мел, уголь. Процесс дробления в этих дробилках осуществляется свободными ударами молотков, вращающихся со значительной скоростью по окружности. Куски породы дробятся не только от ударов молотков, но и при отражении от стенок корпуса дробилки. Измельченная порода высыпается в щели колосников. Производительность молотковых дробилок зависит, в первую очередь, от физических свойств и влажности горной породы. Ширину щели между колосниками разгрузочного отверстия и расстояние между колосниковой решеткой и концом молотка регулируют в зависимости от требуемой крупности дробления и влажности горной массы. Преимущества молотковых дробилок — компактность, высокая степень измельчения, простота конструкции. Основной недостаток — быстрый износ молотков и колосников. Центробежные дробилки.
Молотковая дробилка Молотковые дробилки применяются для крупного, среднего и мелкого дробления хрупких материалов, таких, как известняк, гипс, асбестовые руды, мел, уголь. Процесс дробления в этих дробилках осуществляется свободными ударами молотков, вращающихся со значительной скоростью по окружности. Куски породы дробятся не только от ударов молотков, но и при отражении от стенок корпуса дробилки. Измельченная порода высыпается в щели колосников. Производительность молотковых дробилок зависит, в первую очередь, от физических свойств и влажности горной породы. Ширину щели между колосниками разгрузочного отверстия и расстояние между колосниковой решеткой и концом молотка регулируют в зависимости от требуемой крупности дробления и влажности горной массы. Преимущества молотковых дробилок — компактность, высокая степень измельчения, простота конструкции. Основной недостаток — быстрый износ молотков и колосников. Центробежные дробилки.  Центробежная дробилка Этот тип дробилок применяется, чаще, для дробления не крупных кусков породы (обычно не более 100 мм). При загрузке в центробежные дробилки кусков большой крупности, появляется сильный дисбаланс. способный повредить узлы агрегата. Это является основным недостатком дробилок такого типа. Несколько смягчает дисбаланс применение специальных устройств и технологий, вроде «воздушной подушки» для поддержания вращающегося вала, однако полностью избавиться от недостатка не удается. Тем не менее, для дробления мелких частиц породы центробежные дробилки могут успешно применяться. Принцип действия этих дробилок основан на разгоне кусков дробимой горной массы центробежными силами вращающегося вокруг вертикальной оси ускорителя. Разогнанные куски породы ударяются о футеровку дробилки или друг о друга и разрушаются.
Центробежная дробилка Этот тип дробилок применяется, чаще, для дробления не крупных кусков породы (обычно не более 100 мм). При загрузке в центробежные дробилки кусков большой крупности, появляется сильный дисбаланс. способный повредить узлы агрегата. Это является основным недостатком дробилок такого типа. Несколько смягчает дисбаланс применение специальных устройств и технологий, вроде «воздушной подушки» для поддержания вращающегося вала, однако полностью избавиться от недостатка не удается. Тем не менее, для дробления мелких частиц породы центробежные дробилки могут успешно применяться. Принцип действия этих дробилок основан на разгоне кусков дробимой горной массы центробежными силами вращающегося вокруг вертикальной оси ускорителя. Разогнанные куски породы ударяются о футеровку дробилки или друг о друга и разрушаются. 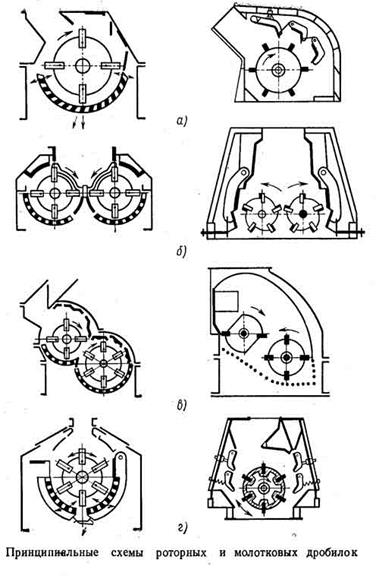 На рисунках (а-г) показаны основные принципиальные схемы роторных и молотковых дробилок. Разнообразие схем вызвано различиным назначением дробилок. Наиболее распространенными являются однороторные дробилки (а). Двухроторные дробилки одноступенного дробления (б) применяют, когда требуется большая производительность. Об ротора дробилки работают самостоятельно и исходный матери поступает равномерно на оба ротора. Двухроторные дробилки двухступенного дробления (в) применяют, когда необходимо совместить две стадии дробления. В этих дробилках дробимый материал поступает вначале на первый ротор, затем на второй, где додрабливается. Для лучшего использования рабочей поверхности бил и молотков применяют реверсивные дробилки (г). Эти дробилки имеют симметричную камеру дробления и могут работать при различных направлениях вращения ротора, что позволяет использовать била и молотки с двух сторон, без переустановки. Для эффективного разрушения дробимого материала окружные скорости ротора должны составлять 20-80 м/с. При таких скоростях в роторе возникают большие ударные нагрузки и нагрузки от центробежных сил, поэтому конструкция самого ротора, сменных деталей бил и молотков и их креплений должна обеспечивать надежную работу ротора и удобство его обслуживания. Главными параметрами дробилки ударного действия явля диаметр и длина ротора, которые входят в ее условное обозначен. Так, например, по ГОСТ 12375-71 роторная дробилка крупного, дробления с диаметром ротора 2000 мм и длиной ротора 1600 мм обозначается ДРК 20x16. По ГОСТ 7090-72 молотковая дробилка с диаметром ротора 2000 мм и длиной ротора 2000 мм обозначается М20Х20. ОСОБЕННОСТИ ЭКСПЛУАТАЦИИ При эксплуатации роторных и молотковых дробилок необходимо соблюдать следующие правила безопасности. Помещение, где расположена дробилка, должно быть освещено согласно санитарным нормам СН-254-63. Попадание крупных кусков, металлических предметов может вызвать повреждение деталей Дробилки, поэтому на питающих устройствах перед дробилкой устанавливают металлоуловители или металлосигнализаторы. Сигнализаторы способны реагировать на различные металлы, включая и немагнитные, и давать сигнал на остановку питающего устройства. Нельзя допускать перегрузку дробилки, так как это может вызвать остановку ротора при заполненной камере дробления. Операция по ликвидации завала должна производиться с соблюдением мер предосторожности. На дробилках с открывающейся верхней частью корпуса разгрузка производится вниз при осторожном открывании корпуса. При этом рабочие должны быть удалены в безопасное место, чтобы избежать травмы от падающих из дробилки кусков материала. На дробилках с неоткрывающимися корпусами необходимо осторожно открыть люки, предварительно приняв меры против выпадения кусков из внезапно открывшихся дверок. Запрещается: работать на неисправной дробилке, открывать во время работы люки, ведущие в камеру дробления или приемный лоток, оставлять без присмотра работающую дробилку; находиться во время работы дробилки в зоне возможного выброса кусков из дробилки, а также в плоскости вращения шкивов; останавливать дробилку с заполненной камерой дробления; оставлять на работающей дробилке инструмент или другие предметы, которые могут упасть с нее. Прежде чем приступить к ремонтным работам, нужно убедиться, что на питателе или приемном лотке не осталось кусков материала, которые могут упасть в дробилку; предупредить возможность включения дробилки или питателя путем отключения общих рубильников или удаления предохранительных вставок; застопорить ротор дробилки, чтобы он не мог самопроизвольно повернуться, когда на нем будут находиться люди. Замена изношенных деталей должна производиться не менее чем двумя рабочими, из которых один должен отвечать за безопасность ведения работ и соблюдение правил техники безопасности.
На рисунках (а-г) показаны основные принципиальные схемы роторных и молотковых дробилок. Разнообразие схем вызвано различиным назначением дробилок. Наиболее распространенными являются однороторные дробилки (а). Двухроторные дробилки одноступенного дробления (б) применяют, когда требуется большая производительность. Об ротора дробилки работают самостоятельно и исходный матери поступает равномерно на оба ротора. Двухроторные дробилки двухступенного дробления (в) применяют, когда необходимо совместить две стадии дробления. В этих дробилках дробимый материал поступает вначале на первый ротор, затем на второй, где додрабливается. Для лучшего использования рабочей поверхности бил и молотков применяют реверсивные дробилки (г). Эти дробилки имеют симметричную камеру дробления и могут работать при различных направлениях вращения ротора, что позволяет использовать била и молотки с двух сторон, без переустановки. Для эффективного разрушения дробимого материала окружные скорости ротора должны составлять 20-80 м/с. При таких скоростях в роторе возникают большие ударные нагрузки и нагрузки от центробежных сил, поэтому конструкция самого ротора, сменных деталей бил и молотков и их креплений должна обеспечивать надежную работу ротора и удобство его обслуживания. Главными параметрами дробилки ударного действия явля диаметр и длина ротора, которые входят в ее условное обозначен. Так, например, по ГОСТ 12375-71 роторная дробилка крупного, дробления с диаметром ротора 2000 мм и длиной ротора 1600 мм обозначается ДРК 20x16. По ГОСТ 7090-72 молотковая дробилка с диаметром ротора 2000 мм и длиной ротора 2000 мм обозначается М20Х20. ОСОБЕННОСТИ ЭКСПЛУАТАЦИИ При эксплуатации роторных и молотковых дробилок необходимо соблюдать следующие правила безопасности. Помещение, где расположена дробилка, должно быть освещено согласно санитарным нормам СН-254-63. Попадание крупных кусков, металлических предметов может вызвать повреждение деталей Дробилки, поэтому на питающих устройствах перед дробилкой устанавливают металлоуловители или металлосигнализаторы. Сигнализаторы способны реагировать на различные металлы, включая и немагнитные, и давать сигнал на остановку питающего устройства. Нельзя допускать перегрузку дробилки, так как это может вызвать остановку ротора при заполненной камере дробления. Операция по ликвидации завала должна производиться с соблюдением мер предосторожности. На дробилках с открывающейся верхней частью корпуса разгрузка производится вниз при осторожном открывании корпуса. При этом рабочие должны быть удалены в безопасное место, чтобы избежать травмы от падающих из дробилки кусков материала. На дробилках с неоткрывающимися корпусами необходимо осторожно открыть люки, предварительно приняв меры против выпадения кусков из внезапно открывшихся дверок. Запрещается: работать на неисправной дробилке, открывать во время работы люки, ведущие в камеру дробления или приемный лоток, оставлять без присмотра работающую дробилку; находиться во время работы дробилки в зоне возможного выброса кусков из дробилки, а также в плоскости вращения шкивов; останавливать дробилку с заполненной камерой дробления; оставлять на работающей дробилке инструмент или другие предметы, которые могут упасть с нее. Прежде чем приступить к ремонтным работам, нужно убедиться, что на питателе или приемном лотке не осталось кусков материала, которые могут упасть в дробилку; предупредить возможность включения дробилки или питателя путем отключения общих рубильников или удаления предохранительных вставок; застопорить ротор дробилки, чтобы он не мог самопроизвольно повернуться, когда на нем будут находиться люди. Замена изношенных деталей должна производиться не менее чем двумя рабочими, из которых один должен отвечать за безопасность ведения работ и соблюдение правил техники безопасности.  Схема шаровой мельницы Барабанно-шаровая мельница — устройство для измельчения твёрдых материалов. Применяется в основном для созданияпорошка для использования в красках, пиротехнических средствах, и в керамике. Барабанные мельницы используются при производстве цемента, извести, гипса, керамических изделий и т.п. для измельчения материала до частиц размером менее десятых долей миллиметра. Процесс помола отличается большой энергоёмкостью и стоимостью. В барабанных мельницах материал измельчается внутри полого вращающегося барабана. При вращении мелющие тела (шары, стержни) и измельчаемый материал (называемые «загрузкой») сначала движутся по круговой траектории вместе с барабаном, а затем падают по параболе. Часть загрузки, расположенная ближе к оси вращения, скатывается вниз по подстилающим слоям. Материал измельчается в результате истирания при относительном перемещении мелющих тел и частиц материала, а также вследствие удара. Описание Шаровые мельницы подразделяются на лабораторные и промышленные. По типу конструкции делятся на однокамерные и двухкамерные. Основная деталь конструкции — вращающийся барабан, частично заполненный шариками определённого диаметра из стали, чугуна и других сплавов, иногда из керамики. Также могут быть использованы галька и кремень, далее мелющие тела. Мелющие тела, перекатываясь во время работы мельницы, превращают необработанное сырьё в порошок. Небольшие шаровые мельницы оборудованы барабаном с ручкой вращения, а также шкивами и ремнями для передачи вращательного движения. Высококачественные шаровые мельницы перемалывают сырьё до гранул размером 0,0001 мм, значительно увеличивая площадь поверхности вещества. Наиболее эффективными мелющими телами в лабораторных шаровых мельницах для перемалывания является шары из окиси алюминия, также используются шары из различных твердых материалов (нержавеющая сталь, сверхтвердые сплавы, агат и др.). При обработке пиротехнических смесей используются керамические шары. В промышленности используют шаровые мельницы с непрерывной подачей сырья на входе и с обработкой готового продукта на выходе. На тепловых электростанциях барабанно-шаровые мельницы применяются для помола углей. Шаровые мельницы не могут использоваться для обработки некоторых пиротехнических смесей из-за возможности протекания химической реакции. Лабораторные шаровые мельницы В лабораториях для помола небольших количеств твердых веществ применяют виброшаровые мельницы с электроприводом. Основная деталь конструкции - стальной, керамический или агатовый стакан с крышкой, частично заполненный шариками диаметром около 5-6 мм из того же материала, что и стакан. Несколько (до 6) стаканов вставляются и закрепляются в виброобойме, которая приводится в вибрацию электродвигателем с экцентриком на оси. Кроме того, в лабораторной практике используют планетарные шаровые мельницы. Области применения и характеристики промышленных шаровых мельниц
Схема шаровой мельницы Барабанно-шаровая мельница — устройство для измельчения твёрдых материалов. Применяется в основном для созданияпорошка для использования в красках, пиротехнических средствах, и в керамике. Барабанные мельницы используются при производстве цемента, извести, гипса, керамических изделий и т.п. для измельчения материала до частиц размером менее десятых долей миллиметра. Процесс помола отличается большой энергоёмкостью и стоимостью. В барабанных мельницах материал измельчается внутри полого вращающегося барабана. При вращении мелющие тела (шары, стержни) и измельчаемый материал (называемые «загрузкой») сначала движутся по круговой траектории вместе с барабаном, а затем падают по параболе. Часть загрузки, расположенная ближе к оси вращения, скатывается вниз по подстилающим слоям. Материал измельчается в результате истирания при относительном перемещении мелющих тел и частиц материала, а также вследствие удара. Описание Шаровые мельницы подразделяются на лабораторные и промышленные. По типу конструкции делятся на однокамерные и двухкамерные. Основная деталь конструкции — вращающийся барабан, частично заполненный шариками определённого диаметра из стали, чугуна и других сплавов, иногда из керамики. Также могут быть использованы галька и кремень, далее мелющие тела. Мелющие тела, перекатываясь во время работы мельницы, превращают необработанное сырьё в порошок. Небольшие шаровые мельницы оборудованы барабаном с ручкой вращения, а также шкивами и ремнями для передачи вращательного движения. Высококачественные шаровые мельницы перемалывают сырьё до гранул размером 0,0001 мм, значительно увеличивая площадь поверхности вещества. Наиболее эффективными мелющими телами в лабораторных шаровых мельницах для перемалывания является шары из окиси алюминия, также используются шары из различных твердых материалов (нержавеющая сталь, сверхтвердые сплавы, агат и др.). При обработке пиротехнических смесей используются керамические шары. В промышленности используют шаровые мельницы с непрерывной подачей сырья на входе и с обработкой готового продукта на выходе. На тепловых электростанциях барабанно-шаровые мельницы применяются для помола углей. Шаровые мельницы не могут использоваться для обработки некоторых пиротехнических смесей из-за возможности протекания химической реакции. Лабораторные шаровые мельницы В лабораториях для помола небольших количеств твердых веществ применяют виброшаровые мельницы с электроприводом. Основная деталь конструкции - стальной, керамический или агатовый стакан с крышкой, частично заполненный шариками диаметром около 5-6 мм из того же материала, что и стакан. Несколько (до 6) стаканов вставляются и закрепляются в виброобойме, которая приводится в вибрацию электродвигателем с экцентриком на оси. Кроме того, в лабораторной практике используют планетарные шаровые мельницы. Области применения и характеристики промышленных шаровых мельниц  Мельница на заводе Мельницы шаровые предназначены для помола различных рудных и нерудных полезных ископаемых, строительных материалов средней твердости. Мельницы используются при производстве стройматериалов (гипс, силикатный кирпич, сухие смеси и др.), при производстве материалов для асфальтобетона (минеральный порошок), при производстве сырья для ЛКМ, бумаги (микромрамор, микрокальцит), в горнорудной, горнохимической и других отраслях промышленности. Мельницы шаровые работают в различных технологических схемах (в открытом или закрытом цикле) и позволяет получать однородный по тонкости продукт измельчения с помощью мелющих тел (шаров и цильпебсов). Производительность мельницы зависит от свойств измельчаемых материалов (прочность, размолоспособность), крупности материалов на входе (до 50 мм), влажности материалов (до 0,5 %), тонкости помола, равномерности питания, заполнения мелющими телами и материалом. · диаметр шаров — от 30мм · крупность обрабатываемого сырья (на входе) — до 50мм · тонкость помола (на выходе) - до 2мкм · диаметр барабана — от 900мм · длина барабана — от 1500мм · объём барабана — от 0,9м³ · мощность электродвигателя — от 18 кВт · рабочее напряжение — от 380В · производительность — от 2т/ч · масса — от 5т Применение Мельницы шаровые предназначены для сухого и мокрого помола различных рудных и нерудных полезных ископаемых, строительных материалов различной твердости. · измельчение сырьевых материалов и клинкера при производстве цемента · измельчение мрамора при производстве микрокальцита · измельчение нерудных полезных ископаемых при производстве гипса, минерального порошка · измельчение различных материалов · измельчение угля на тепловых электростанциях с пылеугольными котлоагрегатами Рабочие инструменты · шары и цильбепс · барабан · люк · торцевые крышки · подшипники · разгрузочная цапфа · загрузочная цапфа · горловина · лифтер · венец · решётка · болт · броневая плита · козырек · центральное отверстие · питатель · вал · пылеуловитель Классификация · шаровые мельницы сухого помола · шаровые мельницы мокрого помола Мельницы стержневые — измельчительное устройство, применяемое для грубого помола (до 500—1000 мм) обогащаемого сырья перед окончательным помолом вшаровых мельницах . Характеристики стержневых мельниц · диаметр барабана — от 900 мм · длина барабана — от 1860 мм · объём барабана — от 0,9 м³ · мощность электродвигателя — от 22 кВт · рабочее напряжение — от 380 В · производительность — от 2 т/ч · масса (без мелющих тел) — от 5,2 т · масса мелющих тел — от 2,3 т Применение стержневых мельниц · В отличие от мельниц шаровых- мельницы со стержневой загрузкой отличаются большей производительностью, но более грубым помолом и могут устанавливаться как первая стадия помола перед мельницами шаровыми. Рабочие инструменты стержневых мельниц · стержни · барабан · цилиндры · привод · патрубки · стойка Классификация стержневых мельниц · стержневые мельницы сухого помола · стержневые мельницы мокрого помола
Мельница на заводе Мельницы шаровые предназначены для помола различных рудных и нерудных полезных ископаемых, строительных материалов средней твердости. Мельницы используются при производстве стройматериалов (гипс, силикатный кирпич, сухие смеси и др.), при производстве материалов для асфальтобетона (минеральный порошок), при производстве сырья для ЛКМ, бумаги (микромрамор, микрокальцит), в горнорудной, горнохимической и других отраслях промышленности. Мельницы шаровые работают в различных технологических схемах (в открытом или закрытом цикле) и позволяет получать однородный по тонкости продукт измельчения с помощью мелющих тел (шаров и цильпебсов). Производительность мельницы зависит от свойств измельчаемых материалов (прочность, размолоспособность), крупности материалов на входе (до 50 мм), влажности материалов (до 0,5 %), тонкости помола, равномерности питания, заполнения мелющими телами и материалом. · диаметр шаров — от 30мм · крупность обрабатываемого сырья (на входе) — до 50мм · тонкость помола (на выходе) - до 2мкм · диаметр барабана — от 900мм · длина барабана — от 1500мм · объём барабана — от 0,9м³ · мощность электродвигателя — от 18 кВт · рабочее напряжение — от 380В · производительность — от 2т/ч · масса — от 5т Применение Мельницы шаровые предназначены для сухого и мокрого помола различных рудных и нерудных полезных ископаемых, строительных материалов различной твердости. · измельчение сырьевых материалов и клинкера при производстве цемента · измельчение мрамора при производстве микрокальцита · измельчение нерудных полезных ископаемых при производстве гипса, минерального порошка · измельчение различных материалов · измельчение угля на тепловых электростанциях с пылеугольными котлоагрегатами Рабочие инструменты · шары и цильбепс · барабан · люк · торцевые крышки · подшипники · разгрузочная цапфа · загрузочная цапфа · горловина · лифтер · венец · решётка · болт · броневая плита · козырек · центральное отверстие · питатель · вал · пылеуловитель Классификация · шаровые мельницы сухого помола · шаровые мельницы мокрого помола Мельницы стержневые — измельчительное устройство, применяемое для грубого помола (до 500—1000 мм) обогащаемого сырья перед окончательным помолом вшаровых мельницах . Характеристики стержневых мельниц · диаметр барабана — от 900 мм · длина барабана — от 1860 мм · объём барабана — от 0,9 м³ · мощность электродвигателя — от 22 кВт · рабочее напряжение — от 380 В · производительность — от 2 т/ч · масса (без мелющих тел) — от 5,2 т · масса мелющих тел — от 2,3 т Применение стержневых мельниц · В отличие от мельниц шаровых- мельницы со стержневой загрузкой отличаются большей производительностью, но более грубым помолом и могут устанавливаться как первая стадия помола перед мельницами шаровыми. Рабочие инструменты стержневых мельниц · стержни · барабан · цилиндры · привод · патрубки · стойка Классификация стержневых мельниц · стержневые мельницы сухого помола · стержневые мельницы мокрого помола 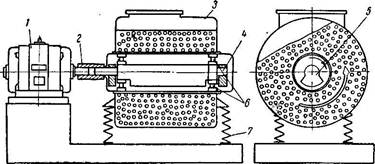 Рис. 1. Схема вибрационной мельницы: 1-электродвигатель; 2-эластичная муфта; 3-корпус; 4-вал вибратора; 5-дебаланс; 6-подшипники; 7-пружины. Высокая частота колебаний и разнообразный характер воздействий измельчающих тел на материал создают усталостный режим разрушения обрабатываемого материала. Это является главной особенностью процесса вибрационного измельчения и объясняет, почему вибрационная мельница особенно эффективна при получении продуктов высокой степени дисперсности. В результате совокупных механических воздействий высокой частоты и периодически возникающих напряженных состояний в измельчаемом материале слабые места, всегда имеющиеся в структуре твердого материала, еще более ослабляются и разрушение частиц происходит по этим местам. При измельчении материала по мере уменьшения среднего размера частиц, сопровождающегося сокращением числа дефектов, процесс измельчения замедляется. Когда размер частиц доводится примерно до 1 мм и особенно до 100 мк, измельчаемый материал как бы упрочняется, т. е. его размолоспособность резко падает. Основными показателями режима работы вибрационной мельницы являются частота и амплитуда колебаний, форма, размеры и материал измельчающих тел, степень заполнения корпуса мельницы измельчающими телами и соотношение между количеством этих тел и загрузкой измельчаемого материала. Режим работы определяется также родом помола-сухой или мокрый, способом действия-периодический или непрерывный, с классификацией или без нее и др. Частота и амплитуда колебаний вибрационной мельницы определяют интенсивность работы шаров, величины потребляемой энергии и усилий, действующих в механизме мельницы. Частота колебаний (или число круговых качаний) в минуту равна числу оборотов приводного электродвигателя, вал которого соединен эластичной муфтой непосредственно с валом вибратора. Амплитуда колебаний, или половина размаха колебаний, зависит от величины момента вибратора, веса корпуса с вибратором, веса измельчающих тел и загрузки измельчаемого материала, частоты колебаний и консистенции измельчаемого материала. Установлено, что интенсивность процесса значительно выше при больших частотах и меньших амплитудах колебаний, чем при меньших частотах и больших амплитудах в пределах одного и того же ускорения. Вибрационные мельницы конструкции ВНИИТИСМ имеют съемные вибраторы на 1500 и 3000 колебаний в минуту, величину амплитуды их колебаний можно регулировать в пределах до 3-4 мм при 1500 об/мин. идо 2 мм при 3000 об/мин. Установлено также, что наиболее подходящими по форме телами измельчения являются шары или цилиндры, у которых длина равна диаметру. Диаметр шаров и цилиндров для существующих вибрационных мельниц типа М200 и М400 должен быть не менее 8 мм и не более 18 мм. В качестве тел измельчения можно рекомендовать шары и ролики, забракованные на заводах шариковых подшипников и закаленные до твердости 60-64 по Роквеллу, а также и шары из любой износостойкой стали, которая может подвергнуться закалке до твердости 54-64 по Роквеллу. Могут также применяться для этих целей шары из отбеленного чугуна твердостью 550-650 по Бринеллю. Степень заполнения корпуса мельницы телами и измельчаемым материалом, т. е. отношение объема смеси тел и измельчаемого материала к общей емкости корпуса, рекомендуется принимать при сухом помоле порядка 0,75-0,85 для корытообразных корпусов и 0,8-0,9 для цилиндрических корпусов. При диспергировании суспензии и паст принимают степень заполнения корпуса мельницы 0,7-0,75. Установлено, что наибольшей производительности вибрационная мельница достигает тогда, когда объем измельчаемого материала равен объему межшарового пространства или когда отношение объема шаров к объему материала составляет примерно 2,5. При измельчении до частиц размером 5-15 мк и крупнее производительность вибрационной мельницы будет больше при сухом помоле; при измельчении до меньших размеров частицы более эффективным будет мокрый помол.
Рис. 1. Схема вибрационной мельницы: 1-электродвигатель; 2-эластичная муфта; 3-корпус; 4-вал вибратора; 5-дебаланс; 6-подшипники; 7-пружины. Высокая частота колебаний и разнообразный характер воздействий измельчающих тел на материал создают усталостный режим разрушения обрабатываемого материала. Это является главной особенностью процесса вибрационного измельчения и объясняет, почему вибрационная мельница особенно эффективна при получении продуктов высокой степени дисперсности. В результате совокупных механических воздействий высокой частоты и периодически возникающих напряженных состояний в измельчаемом материале слабые места, всегда имеющиеся в структуре твердого материала, еще более ослабляются и разрушение частиц происходит по этим местам. При измельчении материала по мере уменьшения среднего размера частиц, сопровождающегося сокращением числа дефектов, процесс измельчения замедляется. Когда размер частиц доводится примерно до 1 мм и особенно до 100 мк, измельчаемый материал как бы упрочняется, т. е. его размолоспособность резко падает. Основными показателями режима работы вибрационной мельницы являются частота и амплитуда колебаний, форма, размеры и материал измельчающих тел, степень заполнения корпуса мельницы измельчающими телами и соотношение между количеством этих тел и загрузкой измельчаемого материала. Режим работы определяется также родом помола-сухой или мокрый, способом действия-периодический или непрерывный, с классификацией или без нее и др. Частота и амплитуда колебаний вибрационной мельницы определяют интенсивность работы шаров, величины потребляемой энергии и усилий, действующих в механизме мельницы. Частота колебаний (или число круговых качаний) в минуту равна числу оборотов приводного электродвигателя, вал которого соединен эластичной муфтой непосредственно с валом вибратора. Амплитуда колебаний, или половина размаха колебаний, зависит от величины момента вибратора, веса корпуса с вибратором, веса измельчающих тел и загрузки измельчаемого материала, частоты колебаний и консистенции измельчаемого материала. Установлено, что интенсивность процесса значительно выше при больших частотах и меньших амплитудах колебаний, чем при меньших частотах и больших амплитудах в пределах одного и того же ускорения. Вибрационные мельницы конструкции ВНИИТИСМ имеют съемные вибраторы на 1500 и 3000 колебаний в минуту, величину амплитуды их колебаний можно регулировать в пределах до 3-4 мм при 1500 об/мин. идо 2 мм при 3000 об/мин. Установлено также, что наиболее подходящими по форме телами измельчения являются шары или цилиндры, у которых длина равна диаметру. Диаметр шаров и цилиндров для существующих вибрационных мельниц типа М200 и М400 должен быть не менее 8 мм и не более 18 мм. В качестве тел измельчения можно рекомендовать шары и ролики, забракованные на заводах шариковых подшипников и закаленные до твердости 60-64 по Роквеллу, а также и шары из любой износостойкой стали, которая может подвергнуться закалке до твердости 54-64 по Роквеллу. Могут также применяться для этих целей шары из отбеленного чугуна твердостью 550-650 по Бринеллю. Степень заполнения корпуса мельницы телами и измельчаемым материалом, т. е. отношение объема смеси тел и измельчаемого материала к общей емкости корпуса, рекомендуется принимать при сухом помоле порядка 0,75-0,85 для корытообразных корпусов и 0,8-0,9 для цилиндрических корпусов. При диспергировании суспензии и паст принимают степень заполнения корпуса мельницы 0,7-0,75. Установлено, что наибольшей производительности вибрационная мельница достигает тогда, когда объем измельчаемого материала равен объему межшарового пространства или когда отношение объема шаров к объему материала составляет примерно 2,5. При измельчении до частиц размером 5-15 мк и крупнее производительность вибрационной мельницы будет больше при сухом помоле; при измельчении до меньших размеров частицы более эффективным будет мокрый помол. 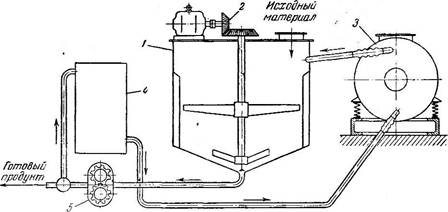 Рис. 2. Схема установки для мокрого вибрационного помола: 1-смеситель; 2-привод; 3-вибрационная мельница; 4-холодильник; 5-насос. Процесс вибрационного измельчения сопровождается переходом значительной части расходуемой механической энергии в тепловую, в связи с чем значительно повышается температура измельчающих тел и измельчаемого материала в мельнице. При периодическом режиме работы мельницы температура внутри мельницы может достичь 100° и более. Такое повышение температуры измельчаемого материала допустимо не всегда, и поэтому вибраторы вибрационных мельниц снабжаются рубашкой для охлаждения непрерывно циркулирующей водой. Если охлаждение оказывается недостаточным, то дополнительно охлаждают корпус мельницы, например, путем водяного орошения. При мокром измельчении для охлаждения устанавливают холодильники. Схема мокрого помола представлена на рис. 2. В зависимости от размолоспособности, крупности и влажности измельчаемого материала, а также от требуемой степени дисперсности измельченного материала производительность существующих вибрационных размольных установок составляет от 300 до 500 кгс в час. Такая производительность еще недостаточна для применения вибрационных мельниц на предприятиях, перерабатывающих большие количества материалов.
Рис. 2. Схема установки для мокрого вибрационного помола: 1-смеситель; 2-привод; 3-вибрационная мельница; 4-холодильник; 5-насос. Процесс вибрационного измельчения сопровождается переходом значительной части расходуемой механической энергии в тепловую, в связи с чем значительно повышается температура измельчающих тел и измельчаемого материала в мельнице. При периодическом режиме работы мельницы температура внутри мельницы может достичь 100° и более. Такое повышение температуры измельчаемого материала допустимо не всегда, и поэтому вибраторы вибрационных мельниц снабжаются рубашкой для охлаждения непрерывно циркулирующей водой. Если охлаждение оказывается недостаточным, то дополнительно охлаждают корпус мельницы, например, путем водяного орошения. При мокром измельчении для охлаждения устанавливают холодильники. Схема мокрого помола представлена на рис. 2. В зависимости от размолоспособности, крупности и влажности измельчаемого материала, а также от требуемой степени дисперсности измельченного материала производительность существующих вибрационных размольных установок составляет от 300 до 500 кгс в час. Такая производительность еще недостаточна для применения вибрационных мельниц на предприятиях, перерабатывающих большие количества материалов. 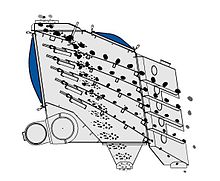 Схема работы грохота. Куски твёрдого сырья, проходя через ряд вибрирующих сит с уменьшающимися отверстиями разделяются по крупности. Гро́хот — одно или несколько вибрационных сит (решёт) для разделения сыпучих материалов по размерам кусков или частиц (фракций). При механизации процесса — машина или аппарат. Получил свое название за характерный шум при работе. Грохот разделяет любой кусковой или сыпучий материал на частицы разных размеров с помощью просеивающих поверхностей с калиброванными отверстиями. Применяется для разделения на фракции горных пород, сыпучих строительных материалов, в лабораториях для фракционного анализа сыпучих материалов и др. Также применяется для обезвоживания различных материалов (обогащенных углей, промытых руд). Грохотами также называют машины для просеивания зерна злаковых и бобовых культур, обычно для отделения семян сорняков и камешков на механизированых токах, элеваторах, мельницах. Обычно имеет высокую производительность, которая обеспечивается большой площадью поверхности грохочения (площадью сита), в отличие от вибрационных сит, которые обладают в общем случае малой и средней производительностью, могут быть предназначены для решения специфических задач (малая крупность деления (меньше 2 мм), обезвоживание и др.) и имеют различные конструктивные исполнения. Содержание · 1 Характеристики грохотов · 2 Применение грохотов · 3 Рабочие инструменты грохотов · 4 Классификация грохотов o 4.1 По характеру поля колебания o 4.2 По характеру движения рабочего органа или способу перемещения материала o 4.3 По форме рабочей поверхности o 4.4 По расположению просеивающей поверхности o 4.5 По конструктивному исполнению рабочего органа (вибратора) o 4.6 По конструктивному исполнению грохота Характеристики грохотов Характеристики даны по · производительность — до 3000 т/ч · крупность питания — до 1000 мм · минимальная крупность деления — до 0,1 мм · количество фракций разделения — до 4 · длина сита — до 8000 мм · ширина сита — до 4000 мм · установленная мощность — до 55 кВт · смещение дебалансов — 180º Применение грохотов · разделение на фракции угля, руд, щебня · рассеивание материалов · обезвоживание материалов (обогащенных углей, промытых руд) Рабочие инструменты грохотов · вибратор · короб грохота · рама · подвесные пружины · заточки приводного вала · подшипники · диски · дебалансы · вал · шкив Классификация грохотов По характеру поля колебания · с круговыми колебаниями, эллиптическими (инерционные наклонные грохота, угол установки 15-30град) · с прямолинейными колебаниями (самобалансные, самосинхронизирующиеся грохота, угол установки 0-25град) · со сложными объединенными колебаниями (круговые + прямолинейные) По характеру движения рабочего органа или способу перемещения материала · неподвижные грохоты (с неподвижной просеивающей поверхностью) · частично подвижные грохоты (с движением отдельных элементов просеивающей поверхности) · вращающиеся грохоты (с вращательным движением просеивающейся поверхности) · плоские подвижные грохоты (с колебательным движением всей просеивающей поверхности) · гидравлические грохоты (грохоты с перемещением материала в струе воды или пульпы) По форме рабочей поверхности · плоские грохоты (неподвижные грохоты, частично подвижные грохоты, плоские подвижные грохоты, гидравлические грохоты) · барабанные грохоты (вращающиеся грохоты) · дуговые грохоты (гидравлические грохоты) · круглые По расположению просеивающей поверхности · наклонные грохоты (в некоторых случая вертикальные) · горизонтальные грохоты (или слабонаклонные) По конструктивному исполнению рабочего органа (вибратора) · со встроенным вибратором(-ами) · с накладным вибратором(-ами) По конструктивному исполнению грохота · опорные · подвесные
Схема работы грохота. Куски твёрдого сырья, проходя через ряд вибрирующих сит с уменьшающимися отверстиями разделяются по крупности. Гро́хот — одно или несколько вибрационных сит (решёт) для разделения сыпучих материалов по размерам кусков или частиц (фракций). При механизации процесса — машина или аппарат. Получил свое название за характерный шум при работе. Грохот разделяет любой кусковой или сыпучий материал на частицы разных размеров с помощью просеивающих поверхностей с калиброванными отверстиями. Применяется для разделения на фракции горных пород, сыпучих строительных материалов, в лабораториях для фракционного анализа сыпучих материалов и др. Также применяется для обезвоживания различных материалов (обогащенных углей, промытых руд). Грохотами также называют машины для просеивания зерна злаковых и бобовых культур, обычно для отделения семян сорняков и камешков на механизированых токах, элеваторах, мельницах. Обычно имеет высокую производительность, которая обеспечивается большой площадью поверхности грохочения (площадью сита), в отличие от вибрационных сит, которые обладают в общем случае малой и средней производительностью, могут быть предназначены для решения специфических задач (малая крупность деления (меньше 2 мм), обезвоживание и др.) и имеют различные конструктивные исполнения. Содержание · 1 Характеристики грохотов · 2 Применение грохотов · 3 Рабочие инструменты грохотов · 4 Классификация грохотов o 4.1 По характеру поля колебания o 4.2 По характеру движения рабочего органа или способу перемещения материала o 4.3 По форме рабочей поверхности o 4.4 По расположению просеивающей поверхности o 4.5 По конструктивному исполнению рабочего органа (вибратора) o 4.6 По конструктивному исполнению грохота Характеристики грохотов Характеристики даны по · производительность — до 3000 т/ч · крупность питания — до 1000 мм · минимальная крупность деления — до 0,1 мм · количество фракций разделения — до 4 · длина сита — до 8000 мм · ширина сита — до 4000 мм · установленная мощность — до 55 кВт · смещение дебалансов — 180º Применение грохотов · разделение на фракции угля, руд, щебня · рассеивание материалов · обезвоживание материалов (обогащенных углей, промытых руд) Рабочие инструменты грохотов · вибратор · короб грохота · рама · подвесные пружины · заточки приводного вала · подшипники · диски · дебалансы · вал · шкив Классификация грохотов По характеру поля колебания · с круговыми колебаниями, эллиптическими (инерционные наклонные грохота, угол установки 15-30град) · с прямолинейными колебаниями (самобалансные, самосинхронизирующиеся грохота, угол установки 0-25град) · со сложными объединенными колебаниями (круговые + прямолинейные) По характеру движения рабочего органа или способу перемещения материала · неподвижные грохоты (с неподвижной просеивающей поверхностью) · частично подвижные грохоты (с движением отдельных элементов просеивающей поверхности) · вращающиеся грохоты (с вращательным движением просеивающейся поверхности) · плоские подвижные грохоты (с колебательным движением всей просеивающей поверхности) · гидравлические грохоты (грохоты с перемещением материала в струе воды или пульпы) По форме рабочей поверхности · плоские грохоты (неподвижные грохоты, частично подвижные грохоты, плоские подвижные грохоты, гидравлические грохоты) · барабанные грохоты (вращающиеся грохоты) · дуговые грохоты (гидравлические грохоты) · круглые По расположению просеивающей поверхности · наклонные грохоты (в некоторых случая вертикальные) · горизонтальные грохоты (или слабонаклонные) По конструктивному исполнению рабочего органа (вибратора) · со встроенным вибратором(-ами) · с накладным вибратором(-ами) По конструктивному исполнению грохота · опорные · подвесные 
 Маленький прокатный станок для ювелирных дел.
Маленький прокатный станок для ювелирных дел.  Вальцы со столиком для прокатки листов. Прока́тный стан — комплекс оборудования, в котором происходит пластическая деформация металла между вращающимися валками. В более широком значении — система машин, выполняющая не только прокатку, но и вспомогательные операции: · транспортирование исходной заготовки со склада к нагревательным печам и к валкам стана, · передачу прокатываемого материала от одного калибра к другому, · кантовку, · транспортирование металла после прокатки, · резку на части, · маркировку или клеймение, · правку, · упаковку, · передачу на склад готовой продукции и др. История Считается, что первый прокатный стан (с деревянными валками) был сконструирован еще Леонардо да Винчи. Первые прокатные станы для производства полосового железа и мелкого сорта были изготовлены еще в XVIII в. Они приводились во вращение от водяных колес. С развитием железнодорожного транспорта значительно увеличилась потребность в прокатной продукции. Первые рельсы были чугунными, однако в начале XIX века в Англии перешли на производство железных рельсов. В 1828 году появился первый прокатный стан для прокатки рельсов из пудлингового железа, а с 1825 года начали прокатывать рельсы из бессемеровской стали. Рельсы были главным продуктом прокатного производства. Помимо рельсов надо было производить различные детали паровозов, броня требовалась и для развития флота, в котором деревянные корабли заменялись металлическими бронированными. Первый броневой прокатный стан был сконструирован в 1859 году русским механиком В.С. Пятовым. До этого броневые листы получали сковывая между собой более тонкие листы. Все эти станы были довольно примитивными: валки станков приводились во вращение от водяного колеса, а позднее- паровой машины. Перемещение горячего металла к стану и от него осуществлялось вручную. В одном из музеев старого уральского завода имеется картина: по железному горячему настилу с помощью крючков бригада рабочих передает раскаленную болванку к стану. Труд прокатчика был самым тяжелым на заводе [1] . Классификация и устройство прокатных станов Главный признак, определяющий устройство — его назначение в зависимости от сортамента продукции или выполняемого технологического процесса. По сортаменту продукции станы разделяют на: · заготовочные, в том числе станы для прокатки слябов и блюмов, · листовые и полосовые, · сортовые, в том числе балочные и проволочные, · трубопрокатные · деталепрокатные (бандажи, колёса, оси и т.д.). По технологическому процессу делят на следующие группы: · литейно-прокатные (агрегаты), · обжимные (для обжатия слитков), в том числе слябинги и блюминги, · реверсивные одноклетевые, · тандемы, · многоклетевые, · непрерывные, · холодной прокатки.
Вальцы со столиком для прокатки листов. Прока́тный стан — комплекс оборудования, в котором происходит пластическая деформация металла между вращающимися валками. В более широком значении — система машин, выполняющая не только прокатку, но и вспомогательные операции: · транспортирование исходной заготовки со склада к нагревательным печам и к валкам стана, · передачу прокатываемого материала от одного калибра к другому, · кантовку, · транспортирование металла после прокатки, · резку на части, · маркировку или клеймение, · правку, · упаковку, · передачу на склад готовой продукции и др. История Считается, что первый прокатный стан (с деревянными валками) был сконструирован еще Леонардо да Винчи. Первые прокатные станы для производства полосового железа и мелкого сорта были изготовлены еще в XVIII в. Они приводились во вращение от водяных колес. С развитием железнодорожного транспорта значительно увеличилась потребность в прокатной продукции. Первые рельсы были чугунными, однако в начале XIX века в Англии перешли на производство железных рельсов. В 1828 году появился первый прокатный стан для прокатки рельсов из пудлингового железа, а с 1825 года начали прокатывать рельсы из бессемеровской стали. Рельсы были главным продуктом прокатного производства. Помимо рельсов надо было производить различные детали паровозов, броня требовалась и для развития флота, в котором деревянные корабли заменялись металлическими бронированными. Первый броневой прокатный стан был сконструирован в 1859 году русским механиком В.С. Пятовым. До этого броневые листы получали сковывая между собой более тонкие листы. Все эти станы были довольно примитивными: валки станков приводились во вращение от водяного колеса, а позднее- паровой машины. Перемещение горячего металла к стану и от него осуществлялось вручную. В одном из музеев старого уральского завода имеется картина: по железному горячему настилу с помощью крючков бригада рабочих передает раскаленную болванку к стану. Труд прокатчика был самым тяжелым на заводе [1] . Классификация и устройство прокатных станов Главный признак, определяющий устройство — его назначение в зависимости от сортамента продукции или выполняемого технологического процесса. По сортаменту продукции станы разделяют на: · заготовочные, в том числе станы для прокатки слябов и блюмов, · листовые и полосовые, · сортовые, в том числе балочные и проволочные, · трубопрокатные · деталепрокатные (бандажи, колёса, оси и т.д.). По технологическому процессу делят на следующие группы: · литейно-прокатные (агрегаты), · обжимные (для обжатия слитков), в том числе слябинги и блюминги, · реверсивные одноклетевые, · тандемы, · многоклетевые, · непрерывные, · холодной прокатки. 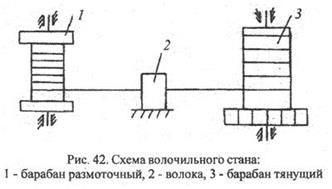
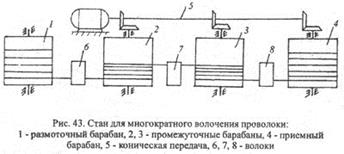
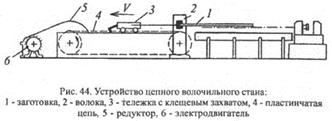 В настоящее время проволоку изготавливают на станах многократного волочения. Пройдя первую волоку, проволока наматывается на промежуточный тянущий барабан (2-3 витка), а затем поступает в следующую волоку и на промежуточный барабан и так далее (рис. 43). Волочение профилей и труб осуществляют на волочильных станах двух основных типов: цепных
В настоящее время проволоку изготавливают на станах многократного волочения. Пройдя первую волоку, проволока наматывается на промежуточный тянущий барабан (2-3 витка), а затем поступает в следующую волоку и на промежуточный барабан и так далее (рис. 43). Волочение профилей и труб осуществляют на волочильных станах двух основных типов: цепных
|
|
Подборка статей по вашей теме:
- Принцип системности в психологии
- Принципы международного сотрудничества в области охраны окружающей среды
- Попытка уяснения основных феноменов: Утопия, идеология и проблема действительности
- Основные принципы работы
- Эффект отдачи и разряд последействия
- Отдел III. Принцип социалистической законности
- Принципы педагогических исследований
- Принципы поведения журналиста
- Принципы досуговой деятельности учреждений дополнительного образования
- Общие методологические и специфические принципы психологии развития
 8232
8232 8015
8015