 2015-04-30
2015-04-30 2645
2645Литература: 1. Справочник технолога-машиностроителя. Т.2./Под ред. А.Г.Косиловой и Р.К.Мещерякова. - М.: Машиностроение, 1986,
2. Режимы резания металлов. Справочник./Под ред. Ю.В.Барановского.-М.:Машиностроение,1972.
3. Нефедов Н.А., Осипов К.А. Сборник задач по резанию металлов и режущему инструменту. -М.: Машиностроение, 1990,
4. Фельдштейн Е.Э. Режущий инструмент. Курсовое и дипломное проектирование. – Мн.: ДизайнПРО, 2002.
1.Исходные данные для проектирования.
2. Выбор типа конструкции развертки, Таблица 49 [1, с.156].
2.1. Выбор материала режущей части. Таблица 2..3 [1,с. 115..118]. Твердость 61...65 HRСэ;
2.2. Выбор материала для изготовления корпуса развертки:
инструментальные стали У10А, У12А.
легированная сталь 9ХС.
быстро режущая сталь Р6М5, Р18.
2.3. Хвостовая часть сварных разверток выполнена из стали 45 ГОСТ 1050-88. Твердость 32..46,5 HRСэ.
2.4. Корпуса разверток и ножей к ним - сталь У7, 9ХС, 40Х. Твердость 32..46,6HRCэ.
4. Форму пластин из ТС выбирают по ГОСТ 2209-82.
Для сквозных отверстии, развертки снабжают пластинками формы 26 или по ГОСТ 25425-82.
5. Определение допусков диаметра рабочей части цилиндрических разверток.
• ОБЯЗАТЕЛЬНО выполнить схему расчета полей допусков и диаметров развертки. Рисунок 56 [З, с.212].
5.1.max диаметр развертки должен быть равен max диаметру:
Doтв.-0,15 IT

5.2.min диаметр развертки должен быть равен max диаметру.

Значения 0,15 IT и 0,35 IT округляют в сторону больших значений на 0,001мм.
5.3. Предельное отклонение номинального диаметра развертки для требуемого поля допуска отверстия находят в ниже приведенной последовательности.
Пример:
Расчет Dmax, Dmin. развертки для обработки отверстия Ø 20Н7 по ГОСТ25347- 82:
Минимальный диаметр отверстия Dmin.oтв=20 мм.
Максимальный диаметр отверстия Dмах.отв=2 0,021 мм.
Допуск диаметра отверстия, соответствует заданному квалитету Н7=0,021 мм.
Dmin.=20 мм.
Dmax=20,021 мм.


Максимальный диаметр развертки:

Минимальный диаметр развертки:

5.4. Предельные отклонения диаметров для наиболее часто применяемых полей допусков отверстий. Таблица 77 [3, c.213].
6. Определение геометрических элементов лезвия разверток [1, с.157..160], [4, c.212].
передний угол  для разверток из быстрорежущей стали принимают равным 0..100, для твердосплавных - =0..150.
для разверток из быстрорежущей стали принимают равным 0..100, для твердосплавных - =0..150.
задний угол  принимают равным 6..120
принимают равным 6..120
угол в плане 
угловой шаг зубьев  . Таблица 78 [3, с.214].
. Таблица 78 [3, с.214].
На калибрующей части выполняют фаску f = 0,05…0,25 мм.
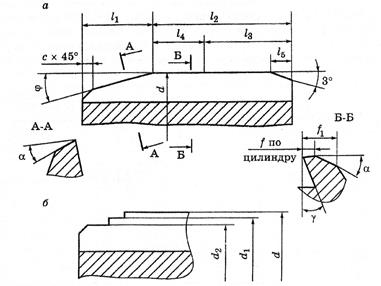
Рисунок 4 – Конструктивные элементы развертки.
 - заборная часть,
- заборная часть, 
Длина рабочей части хвостовых машинных разверток 
насадных 
 - цилиндрический участок машинных разверток вместе с заборным конусом
- цилиндрический участок машинных разверток вместе с заборным конусом
Общая длина развертки 
 - длина шейки, мм
- длина шейки, мм
 - длина хвостовика, мм
- длина хвостовика, мм
В месте сопряжения заборной части развертки и ее калибрующейся части создается плавный переход под углом:

Обратная конусность на длине рабочей части принимается 0,04..0,06 мм.
При закреплении разверток в качающемся патроне 0,06...0,1 мм.
d2 - диаметр заборной части, мм;

t - припуск под развертывание на сторону.
При развертывании отверстий с большим припуском на сторону (до 1 мм) используют развертки с кольцевой заточкой (рисунок 4 б). в этом случае заборный и обратный конусы отсутствуют. Рабочая часть состоит из направляющей фаски (2..3)×450, двух кольцевых поясков длиной (2..3) мм и калибрующего участка.
Диаметры поясков равны соответственно  ,
,  с допуском 0,03.
с допуском 0,03.
7. Число зубьев развертки:
для обработки чугуна, бронзы:
для всех остальных:
Рекомендуется число зубьев принимать четным.
8. Основные размеры профиля канавок, Таблица 79 [3, с.216], эскиз обязательно.
Информацию свести в таблицу:
| Диаметр развертки | Тип канавки | Число зубьев | f1 |

| R | R1 | |
| ном. | доп. | ||||||
Канавки обычно делают прямыми.
При проектировании разверток со вставными ножами расстояние от оси корпуса до дна паза определяется, как для составных зенкеров.
Для хвостовых разверток размеры конуса хвостовика (Морзе) принимают по ГОСТ 25557-82 и расчет ведут аналогично расчету конуса Морзе для сверла. Таблица 62 [3, с.189].
11.Размеры и диаметры хвостовиков ручных разверток по ГОСТ 9523-84.
конусность отверстия 1:30
диаметр отверстия d
ширина паза b
глубина паза l
радиус паза R=l..l,7 мм.
допуск смещения оси паза – не более 0,1 мм.
угол наклона конического отверстия  ;
;
допуск на угол уклона  =1'15 ".
=1'15 ".
13. Выполнение рабочего чертежа развертки с указанием технических требований. Рисунок 58 [3, с.220].
- Материал корпуса и ножей развертки – сталь… по ГОСТ…. Твердость 36…46HRCэ.
- Материал режущей части – твердый сплав …. По ГОСТ ….. (быстрорежущая сталь….. по ГОСТ….). Твердость 61…65 HRCэ.
- Материал припоя – латунь Л68 или другой марки по ГОСТ 15527-70.
- Угловой шаг зубьев …..
- Общие допуски по ГОСТ 30893.1 – 2002: H12; h12;.









