 2015-04-30
2015-04-30 7337
7337Литература: 1. Справочник технолога-машиностроителя. Т.2./Под ред. А.Г.Косиловой и Р.К.Мещерякова. - М.: Машиностроение, 1986,
2. Режимы резания металлов. Справочник./Под ред. Ю.В.Барановского.-М.:Машиностроение,1972.
3. Нефедов Н.А., Осипов К.А. Сборник задач по резанию металлов и режущему инструменту. -М.: Машиностроение, 1990,
4. Фельдштейн Е.Э. Режущий инструмент. Курсовое и дипломное проектирование. – Мн.: ДизайнПРО, 2002.
АЛГОРИТМ РЕШЕНИЯ ЗАДАЧИ.
1. Исходные данные для проектирования.
2. Определение типа сверла, и основных размеров.
2.1. Материал режущей части сверла. Таблица 2..3 [1, с.115..118].
2.2. Выбор типа сверла [1, с.137..142].
2.3. Выбор основных размеров сверла.
-спиральное с цилиндрическим хвостом. Таблица 41 [1, с.142].
-спиральное с коническим хвостовиком, Таблица 42 [1, с.146].
3. Определение режимов резания.
3.1. Определение подачи So и уточнение Sд по паспорту. Карта С – 3 [2, с.111…115]
3.2. Определение скорости главного движения резания Vp и уточнение по принятому числу оборотов Карта С-4 [2, с.115..123].
4. Определение частоты вращения шпинделя:
5. Корректировка частоты вращения шпинделя по паспорту станка.
6. Уточнение скорости резания по принятой частоте вращения шпинделя.
7. Определение осевой составляющей силы резания. Карта С-5 [2, с.124..126]
8. Определение крутящего момента при сверлении:

-при рассверливании:

Значение См, х, у, q, Таблица 32 [1,с.281].

9. Определение конуса Морзе хвостовика.
! обязательно схема сил рис.49 [3, с.191], действующих на конический хвостовик сверла.
9.1. Определить момент трения между хвостовиком и втулкой с учетом возможных наихудших условий обработки - при работе затупившимся сверлом.

Мкр - определен в П.8.
 =0,096 - коэффициент трения стали по стали.
=0,096 - коэффициент трения стали по стали.
sin  =0,02168
=0,02168
 --отклонение угла конуса.
--отклонение угла конуса.
 - угол конусности хвостовика.
- угол конусности хвостовика.
Ро- смотри П.7.
Dcp. - средний диаметр конуса хвостовика
Выбрать по ГОСТ 25557-82 ближайший конус Морзе. Таблица 62 [3, с.189].
9.2. Основные конструктивные размеры.
Параметры принятого конуса Морзе выписать из Таблицы 62 [3, c.189].
Центровое отверстие и его размеры и форма по ГОСТ 14034-74.
10. Определение геометрических и конструктивных размеров сверла. Таблица 43..45 [ 1, с.150].
Выбор формы заточки сверла. Таблица 43 [1, с.151].
Таблица 4 - Выбор геометрических параметров сверла Таблица 6.1 [4, с.193]
| Обрабатываемый материал |  |  |  |
| Стали конструкционные и инструментальные | |||
| НВ < 225 | |||
| HRCэ 38…43 | |||
| Чугун | |||
| Серый НВ < 196 | |||
| НВ 200..290 | |||
| НВ 290…400 | |||
| Ковкий |
Задний угол и угол наклона винтовой канавки зависят от диаметра сверла и могут быть найдены, как:
10.1. Другие конструктивные элементы. Таблица 42 [1,с.146].
10.2. Определение шага винтовой канавки

10.3. Определение толщины сердцевины сверла.
Таблица 5 – Определение толщины сердцевины сверла
| Диаметр сверла | 0,25..1,25 | 1,5..10 | 13..80 |
| dc—диаметр сердцевины | (0,08..0,2) D | (0,19..0,15) D | (0,14..0,25) D |
У переднего конца сверла толщина сердцевины принимается
dc= 0,14 D
По направлению к хвостику утолщение сердцевины принимается 0,4..1,8 мм на 100мм длины рабочей части сверла. Рисунок 50 (б) [3, с.196].
11. Определение обратной конусности сверла.
-на 100 мм. рабочей части обратная конусность должна составлять:
| D | до 6 | 6..18 | 18 и выше |
| обратная конусность | 0,03..0,08 | 0,04..0,1 | 0,05..0,12 |
12. Определение ширины ленточки и высоты затылования на «спинке». Таблица 63 [З, с.194].
13. Ширина пера.

14. Геометрические элементы профиля фрезы для фрезерования канавки сверла.

Если  , тогда Сф=1.
, тогда Сф=1.
Если  , то Сr=1
, то Сr=1
Меньший радиус профиля
Rk=Ck  D;
D;
где 
Rk=0,I91  D
D
Ширина профиля
B=Ro + Rk
15. По найденным размерам строим профиль канавочной фрезы. Рисунок 49 [3, с.195]
16. Установление основных технических требований и допусков на размеры сверла. Смотри чертеж [3, с.196].
- Материал режущей части сверла – быстрорежущая сталь … по ГОСТ 19265-73. Твердость 63..66 НRCэ.
- Материал хвостовика - … по ГОСТ…. твердость 42..46 HRCэ.
- Допускается сварка трением по ГОСТ 15878-70.
- Общие допуски по ГОСТ 30893.1 – 2002: H12; h12;.

17. Выполнение рабочего чертежа сконструированного сверла. [3, с.196..197].
Рабочий чертеж должен иметь 3 проекции, винтовые линии заменить прямыми линиями.
Чертить отдельно в большем масштабе: форму заточки сверла с геометрическими параметрами режущих кромок;
центровое отверстие;
профиль канавочной фрезы.
На рабочем чертеже инструмента указать отклонения: на угол и  - ±30;
- ±30;
 - ±20;
- ±20;
 - ±50;
- ±50;
. КОНСТРУИРОВАНИЕ ЗЕНКЕРОВ.
Литература: 1. Справочник технолога-машиностроителя. Т.2./Под ред. А.Г.Косиловой и Р.К.Мещерякова. - М.: Машиностроение, 1986,
2. Режимы резания металлов. Справочник./Под ред. Ю.В.Барановского.-М.:Машиностроение,1972.
3. Нефедов Н.А., Осипов К.А. Сборник задач по резанию металлов и режущему инструменту. -М.: Машиностроение, 1990,
4. Фельдштейн Е.Э. Режущий инструмент. Курсовое и дипломное проектирование. – Мн.: ДизайнПРО, 2002.
1.Исходные данные для проектирования.
2. Определение типа зенкера для обработки данного отверстия. Таблица 47 [1, с.153],
[3, с.199..201].
3. Определить конструктивные и геометрические параметры рабочей части зенкера.
3.1. Геометрические параметры. Таблица 48[3, с.154..155], [4.с.205].
задний угол рекомендуется принимать 8…100 на режущей части и до 5..60 на направляющей, при этом, большие значения углов соответствуют более высоким скоростям резания [4, с.205];
угол наклона винтовой канавки = 10…300
передний угол γ определим по таблице 6. (Таблица 6.6 [4, с.205])
Таблица 6 – Передние углы зенкеров
| Обрабатываемый материал | Инструментальный материал | |
| Быстрорежущая сталь | Твердый сплав | |
| Мягкая сталь | 15..20 | -- |
| Сталь средней твердости | 8..12 | |
| Чугун средней твердости | 6..8 | |
| Твердые сталь и чугун | 0..5 | - 5 |
шаг винтовой канавки
главный угол в плане 
угол в плане переходной кромки φ1.
Угол наклона главной режущей кромки λ принимают равным 5..100. для твердосплавных зенкеров рекомендуется λ = 12…150.
обратная конусность на длине пластины из ТС принимаем =0,05 мм.
3.2.Конструктивные параметры, Таблица 47 [1, с.155].
При выборе размеров цельных зенкеров:
-наименьшая длина рабочей части у хвостовых цельных зенкеров:
где lз - глубина зенкерования;
 --длина заборной части зенкера:
--длина заборной части зенкера:

-длина шейки:
При наличии у обрабатываемой заготовки выступающих частей или при высокой кондукторной втулке длина шейки может быть увеличена.
Длина шейки принимает меньше диаметра зенкера на 0,5-2 мм;
Dш=D-(0,5...2),мм
Размеры конуса хвостовика (Морзе) принимают по ГОСТ 25557-82 и расчет ведут аналогично расчету конуса Морзе для сверла. Таблица 62 [3, с.189].
Крепление зенкеров осуществляют на конической оправке с конусностью 1:30. Общую длину оправки выбирают в зависимости от конкретных условий обработки.
Размер конического отверстия или шпоночного паза для торцовой шпонки выбирают по ГОСТ 9472-83.
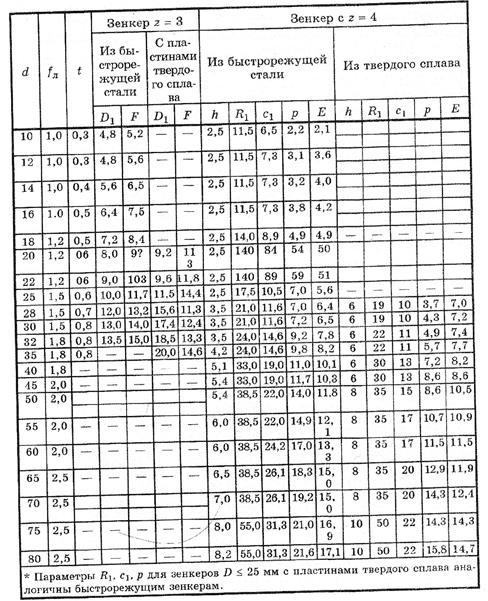
3.2.1. Параметры профиля и винтовых канавок зенкера, Таблица 62 [3, с.202].
Конструкция крепления ножей указано в ГОСТ 2568-71. Размеры ножей и клиньев принимают по ГОСТ 16858-71, 6859-71.
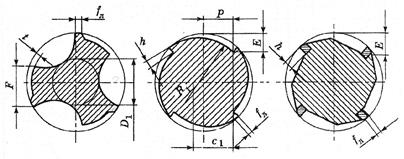
Рисунок 2 – Профили поперечного сечения зенкеров.
Таблица 7 – Параметры профиля винтовых канавок зенкера в нормальном сечении
4.Выбор материала режущей части, Таблица 2..3 [1, с.115..118]. Форма пластины по ГОСТ 2209-82, 25400-82, 25324-82. В качестве припоя назначена латунь Л68 по ГОСТ15527-70.
4.1. Выбор материала корпуса зенкера.
Принимаем сталь 40Х ГОСТ 4543-73. Твердость 42..45HRCэ.
5. Для зенкеров, оснащенных твердым сплавом, необходимо определять положение гнезда под пластину.
С целью использования корпусов зенкеров для обработки различных материалов расположение пазов под ножи рассчитывается таким образом, чтобы геометрия режущей части наилучшим образом удовлетворяла условиям обработки. В этом случае оптимальную геометрию обеспечивают заточкой зуба по передней поверхности. Положение паза определяется продольным и поперечным передними углами  ,
,  и углом врезания пластины .
и углом врезания пластины .
В этом случае


где γп — главный передний угол,
λ — угол наклона главной режущей кромки.
С небольшой погрешностью можно принять = . Чтобы выдержать вычисленные величины углов, необходимо определить смещение паза под пластину относительно оси в торцовом сечении. Рисунок 3.
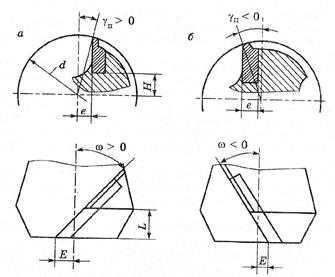
Рисунок 3 – Схема расчета смещения паза под нож в корпусе сборного зенкера.
 ,
,
где – длина заборной части зенкера. Определена в П. 3.2.
Положение паза зависит от знаков углов γп и ω. Расстояние от оси зенкера до дна паза под пластинку:

Где d – диаметр зенкера;
b – ширина пластинки
р=0,1…0,2 мм – припуск на шлифование инструмента по диаметру.
6. Выполнение рабочего чертежа зенкера с указанием технических требований. Рисунок 53 [З.с.206].
o Материал режущей части зенкера – твердый сплав…. Твердость 63..72 HRCэ. (быстрорежущая сталь… по ГОСТ 19265 – 73. Твердость 62..65 HRCэ.)
o Материал корпуса зенкера - сталь 40Х ГОСТ 4543-73. Твердость 42..45HRCэ.
o Материал припоя – латунь Л68 или другой марки по ГОСТ 15527-70.
o Общие допуски по ГОСТ 30893.1 – 2002: H12; h12;.

